



















A-5
INSTALLATION
A-5
PRECISION TIG 275
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
3. Be sure the torch and work cable rubber coverings
are free of cuts and cracks that allow high frequen-
cy leakage. Cables with high natural rubber content,
such as Lincoln Stable-Arc
R
better resist high fre-
quency leakage than neoprene and other synthetic
rubber insulated cables.
4. Keep the torch in good repair and all connections
tight to reduce high frequency leakage.
5. The work terminal must be connected to a ground*
within ten feet of the welder, using one of the follow-
ing methods.
* A metal underground water pipe in direct contact
with the earth for ten feet or more.
* A 3/4” (19mm) galvanized pipe or a 5/8” (16mm)
solid galvanized iron, steel or copper rod driven at
least eight feet into the ground.
The ground should be securely made and the ground-
ing cable should be as short as possible using cable of
the same size as the work cable, or larger. Grounding
to the building frame electrical conduit or a long pipe
system can result in re-radiation, effectively making
these members radiating antennas. (This is not recom-
mended.)
6. Keep all access panels and covers securely in
place.
7. All electrical conductors within 50 feet (15.2m) of the
welder should be enclosed in grounded rigid metal-
lic conduit or equivalent shielding. Flexible helically-
wrapped metallic conduit is generally not suitable.
8. When the welder is enclosed in a metal building,
several earth driven electrical grounds (as in 5
above) around the periphery of the building are rec-
ommended.
Failure to observe these recommended installation
procedures can cause radio or TV interference prob-
lems and result in unsatisfactory welding performance
resulting from lost high frequency power.
INPUT and GROUNDING CONNECTIONS
ELECTRIC SHOCK can kill.
* Turn the input power OFF at the
disconnect switch or fuse box
before working on this equip-
ment.
___________________________________________
Be sure the voltage, phase, and frequency of the
input power is as specified on the rating plate, located
on the rear of the machine.
Fuse the input circuit with the recommended super
lag fuses or delay type1 circuit breakers. Choose an
input and grounding wire size according to local or
national codes or use Section A-2. Using fuses or cir-
cuit breakers smaller than recommended may result
in “nuisance” tripping from welder inrush currents
even if not welding at high currents.
Unbalanced AC TIG welding draws higher input cur-
rents than those for Stick, DC TIG, or Balanced AC
TIG welding. The welder is designed for these higher
input currents. However, where unbalanced AC TIG
welding above 185 amps is planned, the higher input
currents require larger input wire sizes and fuses per
Section A-2:
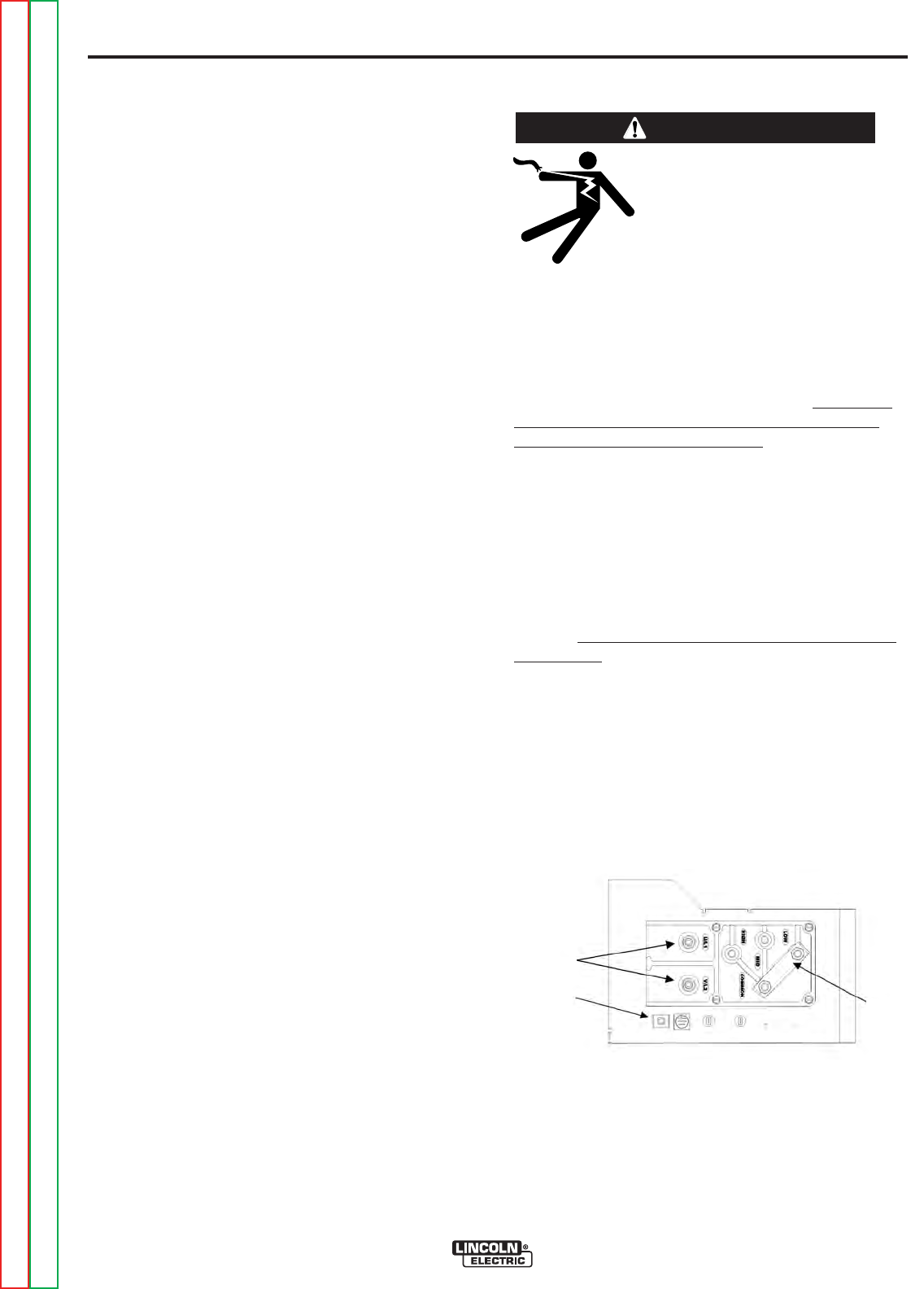
Remove the reconnect panel cover located near the
back of the left case side to reveal the reconnected
panel. Welder supply line entry provision is in the
case rear panel. Entry is through a 1.75 inch (44mm)
diameter hole in the case back. Appropriate supply
line strain relief clamp is provided by installer. (See
Figure A.1)
All connections should be made in accordance
with all local codes and national electrical codes.
Installation by a qualified electrician is recom-
mended.
WARNING
FIGURE A.1
CONNECT INPUT
POWER LEADS
CONNECT INPUT
VOLTAGE LEVEL
CONNECT INPUT
GROUND LEAD