



















B-13
OPERATION
B-13
PRECISION TIG 275
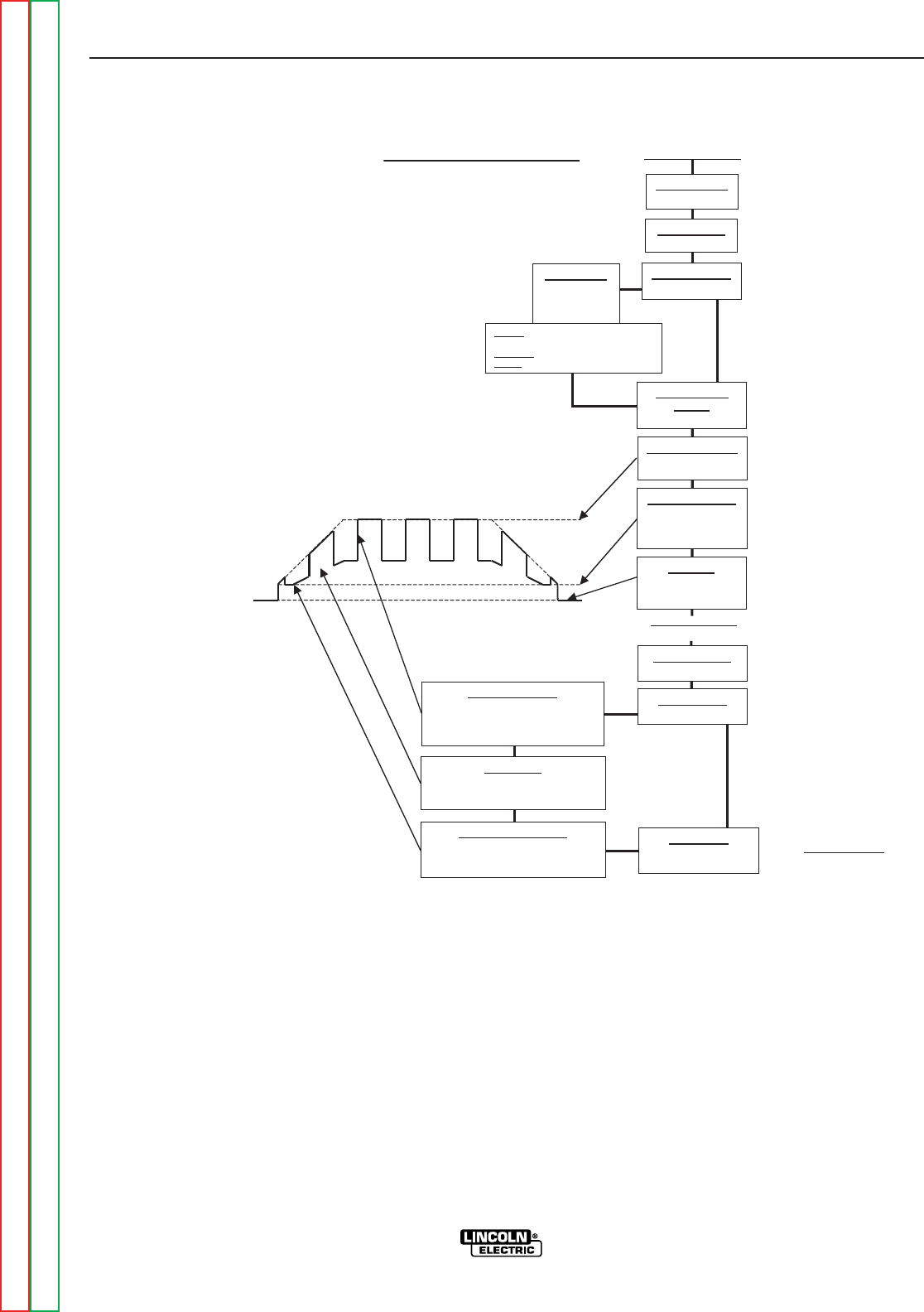
FIGURE B.6
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Max. to Min.
Amptrol
Min. to Max.
Amptrol
Setup for TIG Amptrol Welding
Advanced Panel
(If used)
Standard Controls
Power Switch
ON
P
olarity Switch
AC or DC-
Mode Switch
TIG
AC Balance
AUTO
or
Set:
More + for alum. oxide “Cleaning“
w/o “spitting”or“wetting“ loss.
B
alanced for equal
+
and
-
current.
More
-
for higher “Penetration“.
Local/Remote
Switch
REMOTE
Trigger Switch
2-STEP
Pulse Switch
ON or OFF
Pulse Frequency
4-6 pps is a typical initial setting.
Set for bead shape and travel speed:
Higher for thinner plate and faster travel.
Lower for thicker plate and slower travel.
% On Time
40-60% is a typical initial setting.
Set for total heat of Peak current:
Lower reduces distortion and burn-thru.
Background Current
40-60% is a typical initial setting.
Set as low as will maintain a pulse arc
(Will not drop below
Min.Output
setting.)
Downslope
ZERO
For no arc-out delay.
Minimum Output
Press Display switch
and Set to desired min.
A
mptrol (Start/Crater)
o
utput level.
Postflow
Set as low as required.
Higher for larger
t
ungsten and current.
Maximum Output
S
et to desired max.
A
mptrol output level.
AAddvvaanncceedd PPaanneell
Controls
SETUP GUIDELINES FOR TIG WELDING
WITH AN AMPTROL
Both the Hand and Foot Amptrols work in a similar
manner. They are meant to be used for remote current
control for TIG welding using the machineʼs 2-Step trig-
ger mode (See Item 12).
The Amptrol is capable of controlling the output of the
Precision TIG over the range between the level preset
by the Minimum Output control when the Amptrol is at
its inactivated state, and the level preset by the
Maximum Output control when the Amptrol is at fully-
activated state.
It is important to note that even with the Precision TIGʼs
new MicroStart
TM
Technology, some tungsten may be
difficult to start at the low (2 amps) minimum rating of
the machine. Rather than guessing where to depress
the Amptrol to start the arc reliably, the Minimum
Output control allows presetting the exact level, so reli-
able starts, as well as minimum crater-fill levels, can be
consistently obtained at the minimum Amptrol (inacti-
vated ) state. FIGURE B.6 shows Precision TIG setup
for TIG welding with an Amptrol.