



















LN-15
OPERATION
B-6 B-6
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
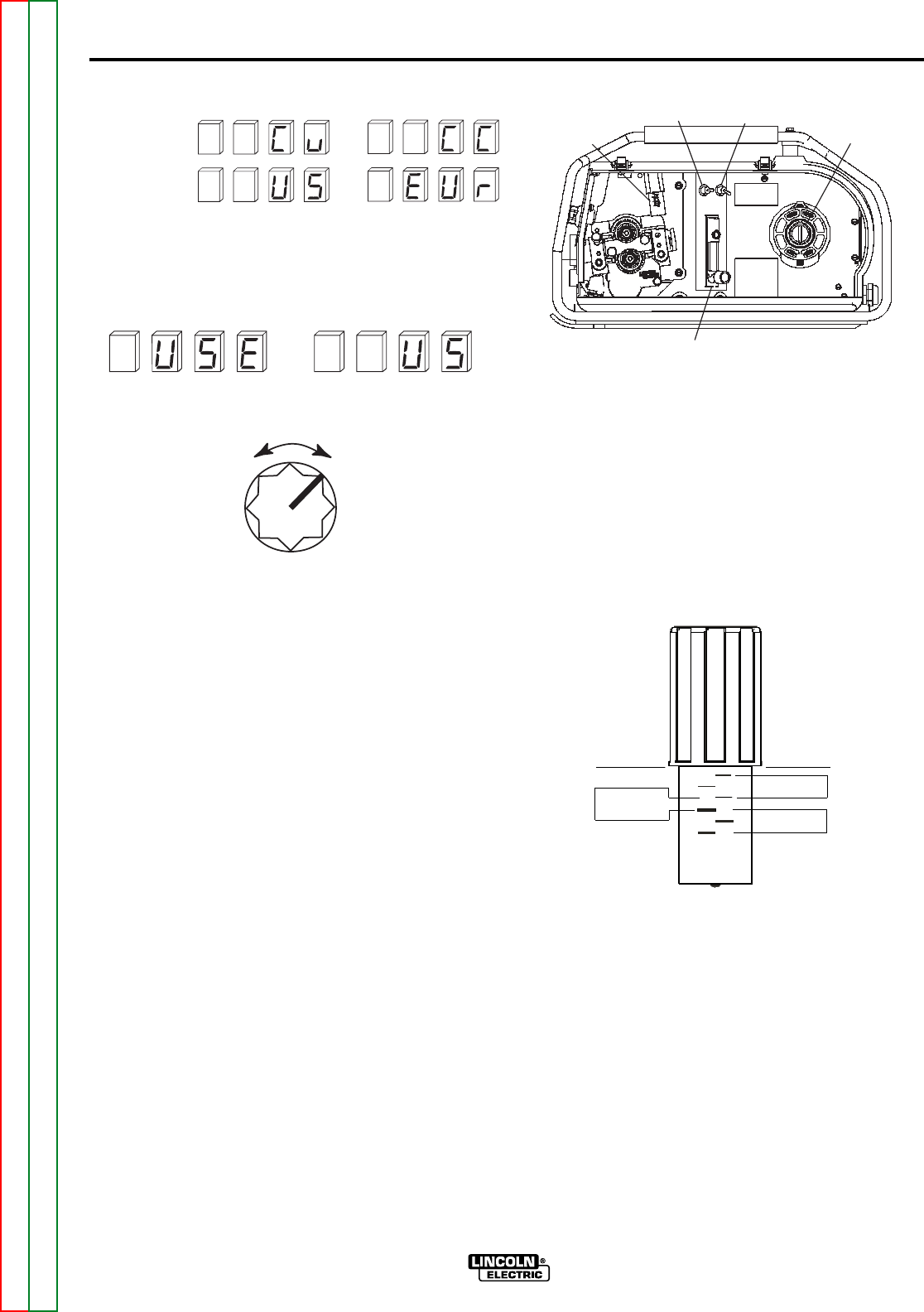
SPRING TENSION ARM
The pressure arm controls the amount of force the drive
rolls exert on the wire. Proper adjustment of both pressure
arm gives the best welding performance. For best results,
set both pressure arms to the same value.
Set the pressure arm as follows (See Figure B.2a):
Aluminum wires between 1 and 3
Cored wires between 3 and 4
Steel, Stainless wires between 4 and 6
Figure B.2a
FLOWMETER
SPRING
TENSION
ARM
COLD FEED/
GAS PURGE
SWITCH
2 STEP/TRIGGER
INTERLOCK
SWITCH
SPINDLE
BRAKE
INTERNAL CONTROLS
(Figure B.2)
Rotate the WFS knob until the desired parameter is
displayed.
CV/CC Mode:
WFS Units:
2. Activate and release the GAS PURGE switch to
select the parameter. The present value will then
display in the right hand side of the display.
Example:
3. Rotate the WFS knob to change the parameter set-
ting.
CV/CC MODE:
• "CU" for Constant Voltage power sources
• "CC" for Constant Current power sources
WFS UNITS:
• "US" for in/min
• "Eur" for m/min
4. Press the GAS PURGE switch to save the setting.
The LN-15 will then return to the original "Press
Spin" mode in step 1.
5. To exit the "Press Spin" set-up mode, turn off power
to the LN-15, or simply wait 15 seconds and the LN-
15 will enter normal operation.
WFS
ALUMINUM
OU TE RSHI EL D
METAL SHIELD
INNERSHIELD
STEEL
STAINLESS
CORED WIRES
SOLID WIRES
6
1
3
2
5
4