



















-50-
Model G0773 (Mfd. Since 12/14)
When the number "0" on the thread dial (Figure
79) aligns with the scale mark, this indicates when
to engage the half nut during inch threading.
Thread Dial
Note: The thread dial is not used for metric
threading. For that type of operation, you must
leave the half nut engaged from the beginning
until turning is complete.
Figure 79. Thread dial details.
Scale Mark
Gear
x2
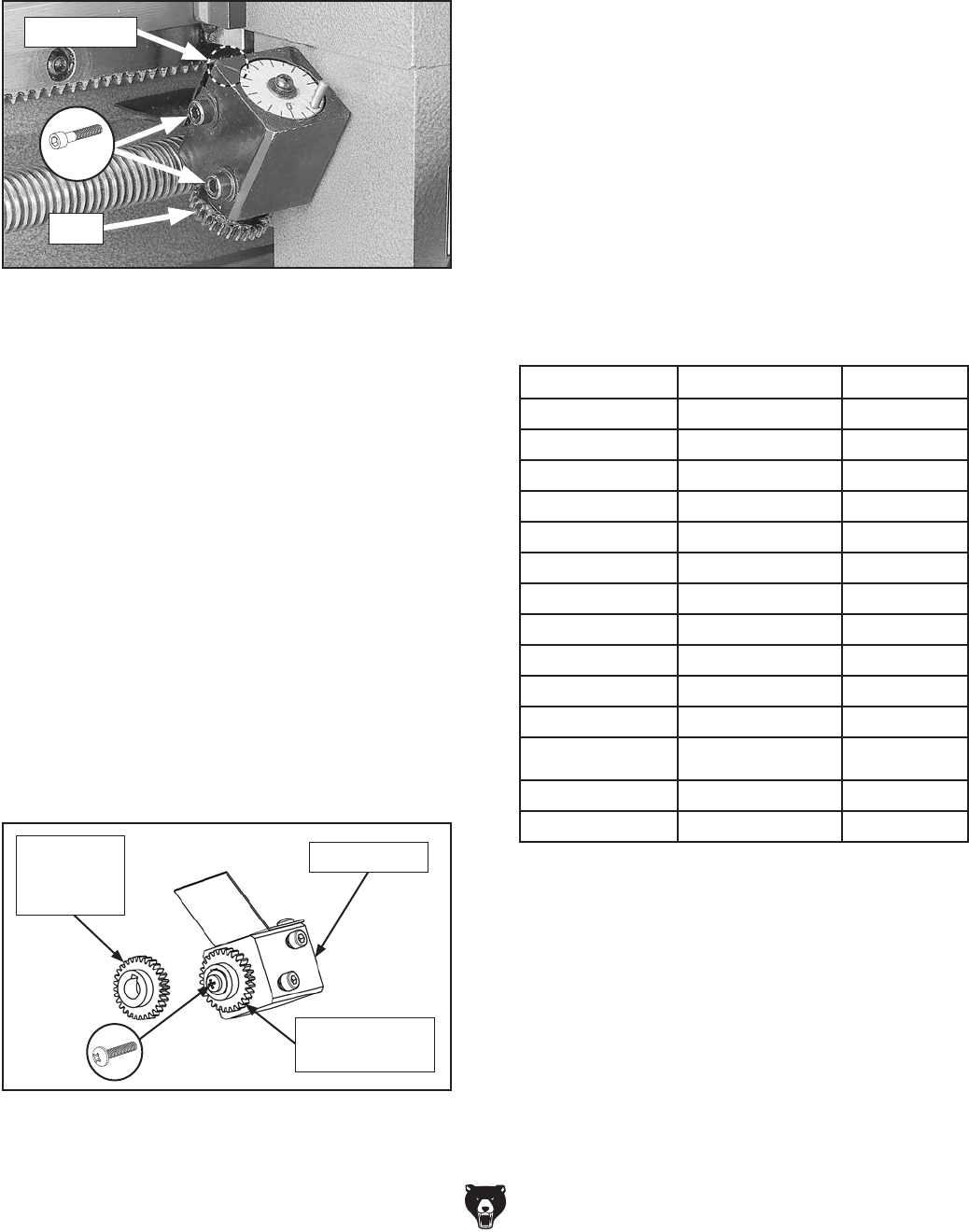
To change thread dial gears:
1. Loosen both cap screws shown in Figure 79
and remove thread dial.
2. Remove Phillips head screw shown in Figure
80, remove existing gear from thread dial,
and replace with correct gear for threading
operation.
3. Replace Phillips head screw and re-install
thread dial, making sure teeth of thread dial
gear mesh with lead screw.
When the first cutting pass is complete, the opera-
tor disengages the carriage from the leadscrew
using the half nut lever. The operator returns the
carriage for the next pass and re-engages the half
nut using the same thread dial setting to resume
the cut in the previous pass.
Thread Dial Gears
The G0773 thread dial comes with a 28T gear
installed on the thread dial for cutting standard
threads. A 30T gear is also included for cutting
some metric threads, but it must be installed in
place of the 28T thread dial gear before it can be
used (see Figure 80).
Figure 80. Thread-dial change gears can be
exchanged for cutting either inch or metric
threads.
Thread Dial
Gear 30T
For Metric
Threads
Gear 28T For
Inch Threads
To cut standard threads, only use the 28T gear.
To cut metric threads, consult the thread dial chart
in Figure 81 to determine which gear to use and
when to engage half nut.
Thread Dial Chart
Figure 81. Thread dial chart.
Thread Pitch Gear Dial Mark
0.25 Z28 or Z30 Any
0.5 Z28 or Z30 Any
1.0 Z28 or Z30 Any
1.25 Z30 0
2.5 Z30 0
0.3 Z28 or Z30 Any
0.6 Z28 or Z30 Any
1.5 Z28 or Z30 Any
0.35 Z28 0
0.7 Z28 0
1.75 Z28 0
0.4 Z28 or Z30 0
0.8 Z28 0
2.0 Z28 or Z30 0