
















10. STANDARD ADJUSTMENTS
BAS-300G, BAS-311G, BAS-326G
65
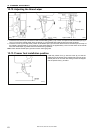
<Stepping clamp connecting rod position adjustment>
1. Loosen the screw (1), and then open the cover (2).
2. Loosen the nut (3), and then adjust the position of the stepping clamp connecting rod (4).
• When the stepping clamp connecting rod (4) is raised, the intermittent stroke will increase.
• When the stepping clamp connecting rod (4) is lowered, the intermittent stroke will decrease.
Next, adjust the needle bar and presser foot timing.
3. Turn the pulley in the direction of the arrow to raise the needle bar from the lowest position until the lowest reference line
on the needle bar (reference line B) is aligned with the lower edge of the needle bar bush (5).
(If using a DP x 5 needle, align with the second reference line from the top (reference line b).)
4. Open the top cover and loosen the two set screws (6).
5. Align the index marks on the stepping clamp cam (7) and the stepping clamp connecting rod (4), and then tighten the set
screws (6).
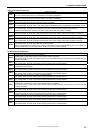
Check the following after changing the intermittent stroke.
1. With the intermittent presser foot (1) lowered, turn the pulley in the direction of the arrow to move the intermittent
presser foot (1) to its lowest position.
2. Check that the presser foot (1) does not touch the needle plate and that the presser bar clamp (2) does not touch
the presser bar bush (3).
<If they are touching>
Remove the motor cover (4).
Loosen the nut (5), and turn the bolt (6) until it is pressing against the intermittent drive lever (7), and then adjust until
the two points mentioned above are not touching.
5014Q
5013Q
5016Q 2981B
Needle plate
Index mark
5015Q