


















134
Chapter 9 - Appendix
When Good Results Are Not Obtained
☞ See p.124 "Problems with Engraving"
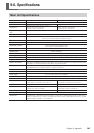
9-1. Examples of Settings for Cutting Parameters
Sample Settings for Engraving
This is a suggested guide for cutting parameters. Fine-tuning the settings may be necessary. Adjust these a little at a time
as you examine the results, seeking the parameters that best match the workpiece.
Tips for Fine-tuning
The optimal cutting parameters are determined by a balance of such factors as the hardness of the material, the feed rate,
the spindle rotating speed, the cutting-in depth, and the capacity of the cutter. Refer to the following tips and try fine-
tuning the parameters.
Spindle Rotating Speed
In general, faster rotation provides increased cutting capacity. However, a feed rate that is too slow with respect to the
spindle speed may lead to melting of the workpiece due to heat, or to increased burring or roughness. Roughness may
also occur at some places because feed stops momentarily at places where the direction of engraving changes (that is, at
corners). Lower the spindle speed. It may also be a good idea to use faster settings for narrower cutters and slower
settings for wider cutters.
Feed Rate
Faster speeds result in shorter cutting times, but the cutting load also increases accordingly. The load may overcome the
strength with which the workpiece is secured in place, resulting in crooked lines or a nonuniform cutting-in depth. Also,
a feed rate that is too fast for the spindle rotating speed may result in roughness or a raised nap. Lower the feed rate.
Cutting-in Depth
Deeper cutting-in results in a greater cutting load, and roughness becomes more likely. When you make the cutting-in
deeper, it is a good idea to raise the spindle speed and lower the feed rate accordingly. Note, however, that there is a limit
to the maximum depth. When deep cutting-in is required, it is a good idea to perform double cutting and reduce the
amount of cutting-in per pass.
Engraving
Cutting out
Workpiece
Acrylic resin
Aluminum
Brass
ABS
ABS
XY-axis
feed rate
15 mm/s
15 mm/s
15 mm/s
15 mm/s
15 mm/s
15 mm/s
20 mm/s
15 mm/s
30 mm/s
30 mm/s
30 mm/s
Z-axis
feed rate
15 mm/s
5 mm/s
15 mm/s
15 mm/s
15 mm/s
15 mm/s
20 mm/s
15 mm/s
10 mm/s
10 mm/s
10 mm/s
Spindle speed
20,000 rpm
20,000 rpm
22,000 rpm
Without rotation
22,000 rpm
Without rotation
20,000 rpm
20,000 rpm
22,000 rpm
19,000 rpm
16,000 rpm
Cutting-in
depth
per pass
0.2 mm
0.2 mm
0.02 mm
Auto
0.02 mm
Auto
0.5 mm
0.4 mm
0.4 mm
0.4 mm
0.4 mm
Tool
ZEC-A4025
ZEC-A4430
ZEC-A4013-BAL
ZDC-A4000
ZEC-A4013-BAL
ZDC-A4000
ZEC-A4025
ZEC-A4430
ZHS-100
ZHS-200
ZHS-300