



















7 - 7
MDS-D-SVJ3/SPJ3 Series Specifications Manual
7-1 Selection of the servomotor
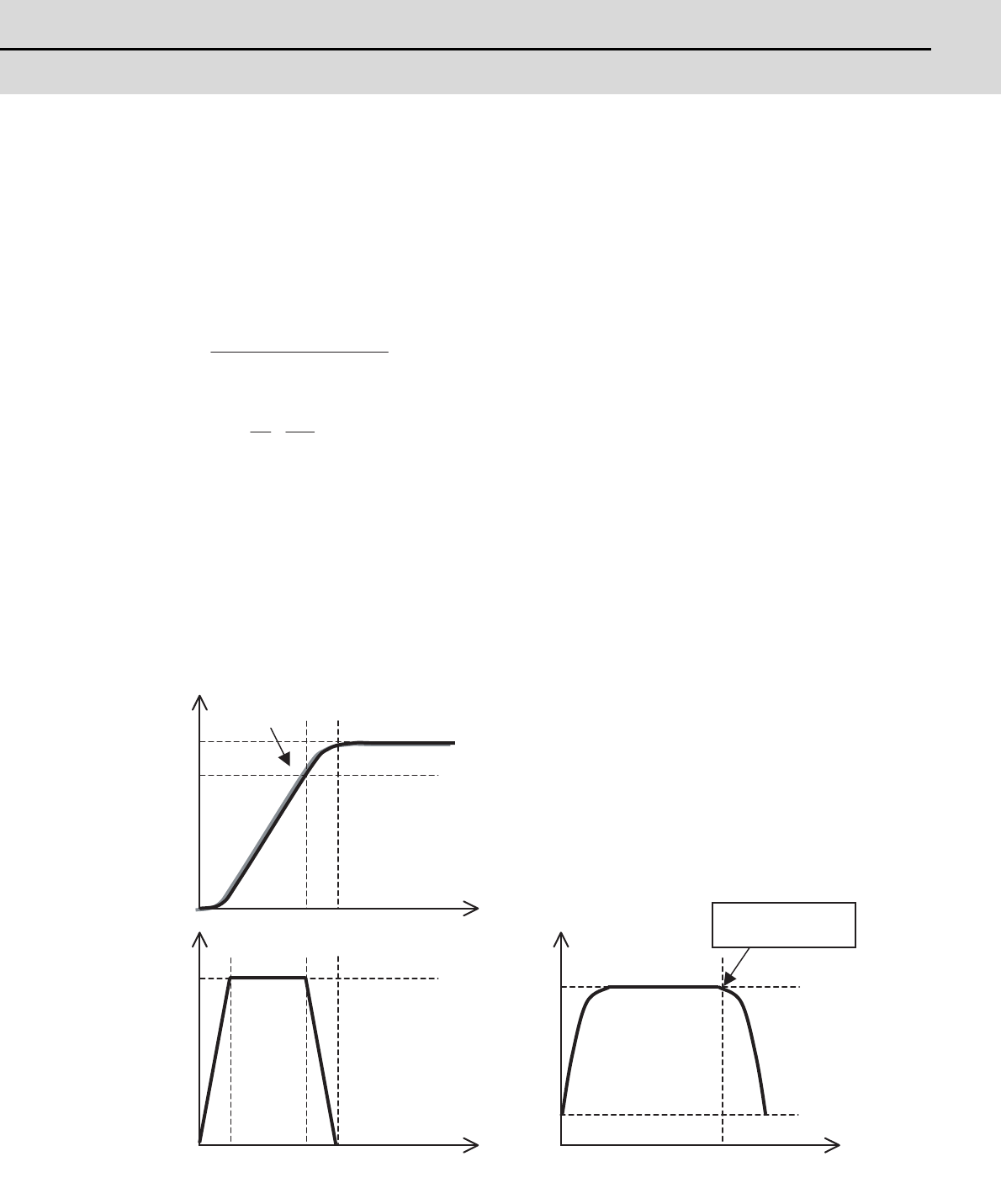
(d) Approximation when using the NC command soft acceleration/deceleration pattern + feed
forward (high-speed accuracy) control
If the feedforward amount is set properly, the delay of the servo position loop is guaranteed. Therefore,
this command acceleration pattern can be approximated to the NC command and does not depend on
the servo position control method.
Using the expression (7-7) and (7-8), approximate the maximum torque "Ta1" and maximum torque
occurrence speed "Nm" required for this acceleration/deceleration pattern.
••• (7-7)
••• (7-8)
Fig 3. Speed, acceleration and torque characteristic when using the NC command soft
acceleration/deceleration pattern + feedforward (high-speed accuracy) control
ta : Linear acceleration/deceleration time constant (ms)
tb : Acceleration/deceleration time constant (ms)
Kp : Position loop gain (rad/sec)
N : Motor reach speed (r/min)
J
L
: Motor shaft conversion load inertia
(kg•cm
2
)
J
M
: Motor inertia
(kg•cm
2
)
η : Drive system efficiency (Normally 0.8 to 0.95)
T
L
: Motor shaft conversion load (friction, unbalance) torque (N•m)
T
a
1 =
ta
1.0510
-2
(J
L
/
η+
J
M
)N
(N
.
m)
+T
L
Nm =N(1-
ta
1
(r/min)
2
tb
(ms)
㧔r/min 㧕
0
ta
N
(ms)
0
tb ta ta+ tb
A
c
Nm
0
Nm
Ta 1
TL
N
ta+tb
Time
Time
Motor speed
(r/min)
NC commandѳMotor actual speed
Motor
acceleration
Motor
torque
Speed most required
for the motor torque
Motor speed