



















A-7
INSTALLATION
IDEALARC SP-250
A-7
CONNECT OUTPUT COMPONENTS
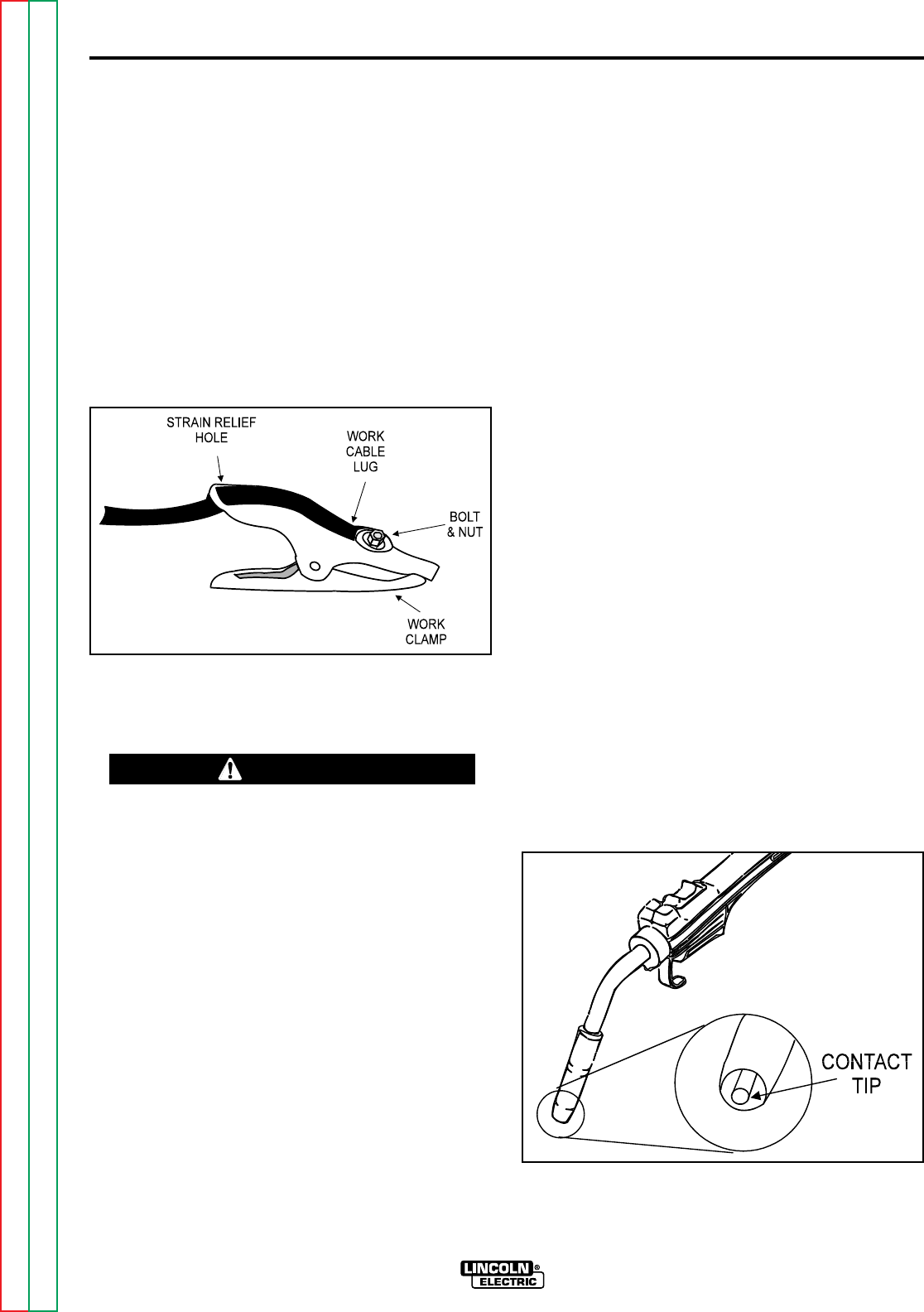
INSTALL THE WORK CLAMP
Attach the work clamp to the cable which extends from
the front of the machine using the following procedure:
1. Insert the lug on the end of the work cable through
the strain relief hole in the work clamp handle. See
Figure A.7.
2. Slide the work cable through the hole up to the bolt
and nut.
3. Fasten work cable using the bolt and nut provided.
FIGURE A.7 - Installing The Work Clamp
OUTPUT POLARITY CONNECTION
WARNING: TURN THE WELDER POWER SWITCH
OFF BEFORE CHANGING OUTPUT CONNECTION.
____________________________________
The welder is shipped from the factory connected for
electrode positive (+) polarity. This is the normal polar-
ity for GMA welding.
If negative (-) polarity is required, interchange the con-
nection of the two cables located in the wire drive com-
partment near the front panel. The negative lead is the
lead closest to the front panel (where the leads come
out of the floor of the compartment) and should be
reconnected to the brass conductor tube of the gun
connector. The positive lead is stamped (+) on its ter-
minal and should be reconnected to the work lead ter-
minal.
GUN LINER & CONTACT TIP
INSTALLATION
The Magnum 250 SP gun and cable provided with the
SP-250 is factory installed with a liner for a .035” or
.045” (0.9 or 1.2mm) diameter electrode and an .035
(0.9mm) contact tip.
1. If a .045” diameter wire size is to be used, install
the .045” contact tip (also provided).
2. For other wire sizes, use the following procedure
for contact tip and gas nozzle installation. See
Figure A.8.
a. Choose the correct size contact tip for the
electrode being used (wire size is stenciled on
the side of the contact tip) and screw it snugly
into the gas diffuser.
b. Be sure the nozzle insulator is fully screwed
onto the gun tube and does not block the gas
holes in the diffuser.
c. Slip the appropriate gas nozzle onto the noz-
zle insulator. Either a standard .50" (12.7mm)
or optional .62” (15.9mm) I.D. slip on gas noz-
zle may be used and should be selected
based on the welding application.
d. Adjust the gas nozzle for the GMAW process
to be used.
For the short-circuiting transfer process, the contact
tip end should be flush to extended to .12" (3.2mm)
For the spray transfer process, the contact tip should
be flush to recessed .12" (3.2mm).
FIGURE A.8 - Contact Tip and Electrode
Connections
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
WARNING