


















()+-"('
%'S)+(
50
100
150
200
250
300
350
400
450
500
550
600
650
700
50 100 150 200 250 300 350 400 450 500 550
650 700
35
31
29
27
25
23
21
19
17
15
33
600
V
CC
" .+
0<E8887,C887(C8E4G<BA(,88<:HE8BE
See Table B.2
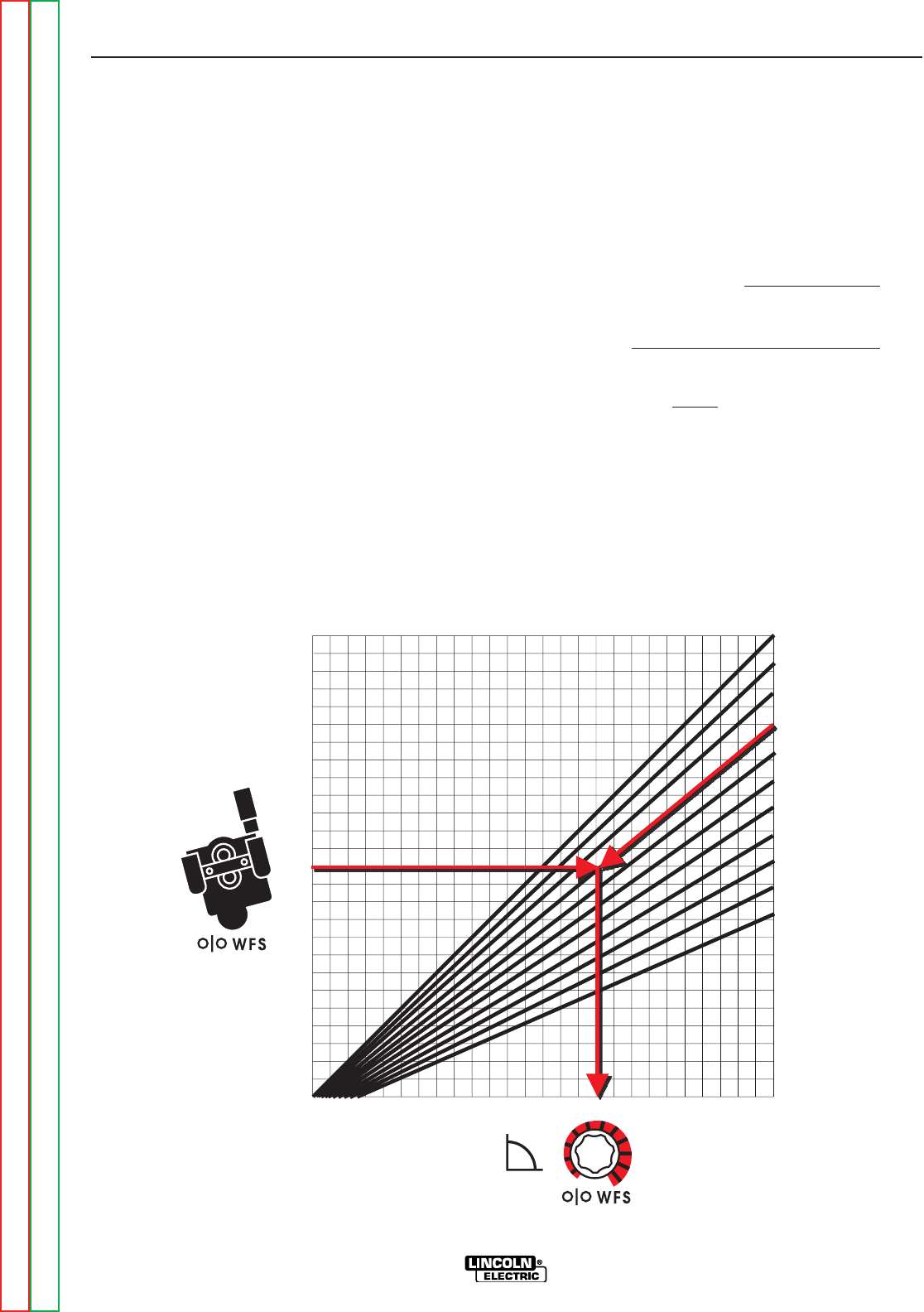
When Across the Arc models are operated with CC
power sources, the wire feed speed changes as the arc
voltage changes. When the arc voltage increases, the
wire feed speed will increase; and when the arc voltage
decreases, the wire feed speed will decrease.
To preset the wire feed speed on CC power sources:
1. Set the Wire Feed Mode switch inside the LN-25™
PRO to "CC".
2. Refer to the Figure B.2 graph for the setting for the
wire feed speed knob setting. Select the horizon-
tal line representing the Desired Wire Feed Speed.
(See Figure B.2 arrow for 375 in/min.)
3. Select the diagonal line representing the Arc Volts.
(See Figure B.2 for 29 volts.)
4. Determine the vertical line representing the CC
representing the CC Wire Feed Speed setting
where the above two lines cross. (See Figure B.2
arrow line for 450.) Set the LN-25™ PRO wire feed
speed knob to this value.
CC WFS dial setting = desired WFS x 35
Arc Volts
Example: 375 in/min. (Horizontal Line) x 35
29 Arc Volts (Diagonal Line)
= 13125 = 452-5 (Vertical Line)
29
Set the Wire Speed Control at 450”/min.,
and when welding at 29 volts the average
actual speed should be approximately
375“/min.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC