


















ElECTriCal DiaGrams
G-12
lN-25™ prO
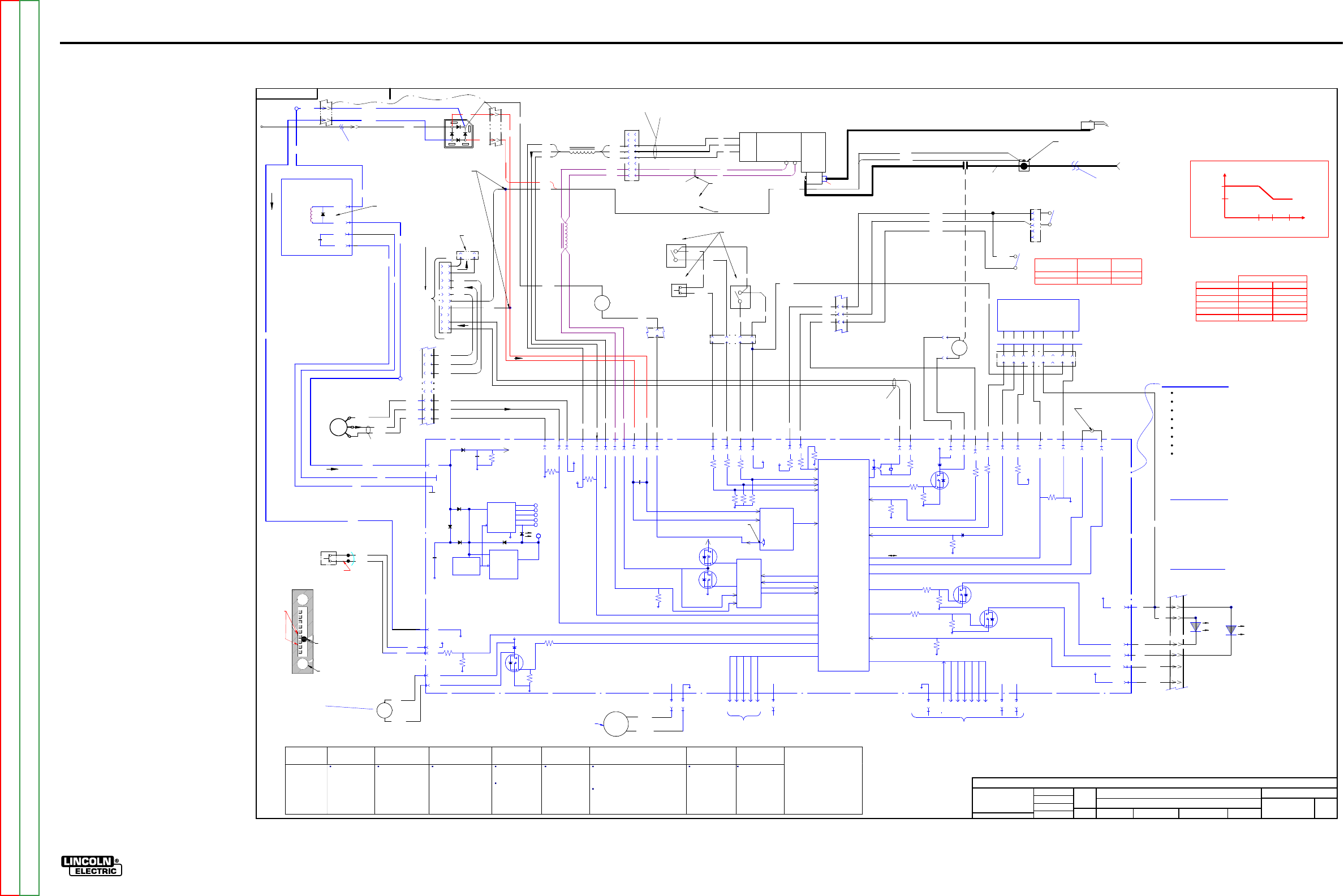
sChEmaTiC - lN-25 prO - COmplETE maChiNE CODEs 11746, 11747 - (G5683-3) pG1
G568
3-
3
LN
-25 P
R
O A
N
ALOG
MAC
HI
N
E SC
HEM
ATIC
NONE
G5683-
2
DO NO
T
SC
AL
E
T
HIS DR
A
WING
EQ
UIP
M
ENT
TYPE:
SUBJECT:
SCA
L
E:
NA
X
M6214-
C
1
PAGE ___ OF
___
2
E
NGI
N
EE
RI
NG
CO
NT
RO
LLE
D
MA
NU
FA
CT
URE
R:
No
THIS DOCUMENT CONTAINS PROPRIETAR
Y
INFORMATION OWNED B
Y
LINCOLN GLOBA
L, INC.
AND MA
Y
NOT BE DUPLICATED, COMMUNICATED
TO O
THER PARTIES OR US
ED FOR
AN
Y
PURPOS
E WITHOU
T
THE EXPRES
S WRIT
TEN PERMISSION
OF LINCOLN GLOBAL, INC.
PRO
PRIETARY & C
ONFIDENTIAL:
t
MAT
ERI
A
L TO
L
ER
ANC
E ("
"
) TO A
GR
EE
WITH
PU
B
LI
SH
ED
ST
ANDARD
S.
ON A
LL
AN
GL
E
S I
S ± .5 OF
A D
E
GR
EE
ON
3
PLACE
D
E
CIM
ALS
IS
± .
00
2 i
n.
(
±
0.
0
5
mm)
ON 2
PL
AC
E D
ECIM
AL
S I
S ± .02 in. (
±
0.5 mm)
UNLESS OTHERWISE SPECIFIED TOLERANCE:
M
ANUF
ACTURING TO
L
ER
ANC
E
P
ER
E
2056
A.02,
COMPLETELY REVISED
CHAN
GE
D
ET
AIL:
REFER
ENCE:
MA
T
ERI
AL
DIS
PO
SI
T
ION:
AP
PRO
VA
L
DA
T
E:
PROJ
EC
T
NUMBER:
DOCUMEN
T
NUMBER:
DOCUMEN
T
REV
ISI
ON:
IF PR
IN
T
ED
@ A
1
SIZ
E
UNI
T
S:
IN
CH
1/26/2
011
T.
PE
ARN
ENYEDY
-
DRAWN BY:
ENGINEER:
CLE
VE
L
AND
APPROVED:
CONTROL:
A.02
G5683-3
LN-25 PRO WIRE FEEDER
St
a
rt-Up
On power-
up,
the LN
-25 P
RO w
il
l
l
ight the
motor
thermal LE
D and
pol
ar
ity LE
D 2
-3 se
conds.
If the
feede
r i
s powered
-up with the trigge
r dep
re
ssed, weld
ing w
ill
not start un
ti
l the trigge
r i
s re
lea
sed and then depres
sed aga
in.
Note
s:
Motor over
cu
r
rent l
imit var
ie
s with WFS
.
FE
ED
PL
AT
E
67
C & 67
D
J4-10
1
4
3
2
6
5
P9
8
7
MOT
O
R /
GEARBOX
W
B
551
550
531
L4
537
534
72 H
Z TO 1.2 KHZ
R
-B 15.0 VD
C
B-
U 6.2 VD
C A
NY SPEED
(METE
R
D
EPE
NDE
NT
)
Mot
or i
s l
oc
ate
d
be
hi
nd
gl
ast
ic
pane
l
G
ear
bo
x rat
io
is
23.5:1
Motor c
ase i
s at
el
ectr
od
e pote
nti
al
From Power Sour
ce
(E
le
ctrode
C
onnect
ion
)
J4-7
0-5V PULSE SIGNAL
FREQUENC
Y
=
SPEED
WIRE FEED
SPEED
0V = MIN
SPEED
5V = MAX
SPEE
D
GAS PURGE
FLE
X
IBLE
PO
WE
R P.C. B
OA
RD
SCHE
MATIC
=
G4783
T
op
of
m
otor
Mot
or re
si
sta
nc
e
is
1.5
oh
ms
LeadsPassthrough
toroid 2times.
R
U
B
L
oc
at
e
d
on
C
as
e fro
nt
LeadsPass
through
toroid 2times.
ISOLATED 2-4 TO
POWER SOU
RCE
BLACK
RED
FAN
+
-
S4
GAS PURGE
PUSHBUTTON
SWITCH
(
N.O
.)
61
2
61
0
13.5 VD
C W
HEN
NOT
D
EP
R
ESSE
D
J6-1
J6-7
J2-1
(LOCATED
I
NSI DE OF
CONTROL BOX)
FA
N BLOWS AIR AC
ROSS
CO
NT
RO
L PC BOA
R
D
CO
NTI
NO
U
SLY
AT
6200 RPMS.
GAS
SOLENOID
69
0
69
1
J4-4
J4-3
J2-5
100K
ohm
+15V
J3-7
+5
V
J
3
-
1
J
3
-2
J
3
-3
J3
-4
J
3-
5
PROGRAMMING
PCB
FACTORY USE ONLY
GAS SOLENOID
-
+
WORK
C
LI
P
+35V
POWER
SUPPL
Y
POWER
SUPPL
Y
+5V SPI
+15V SPI
OVER
VOL
TAGE
PROTECTION
ISO
LED
3
5VDC
+5VDC
+15V ISO
-15V
C
OM
MO
TOR
SUPPL
Y
C
OM
J5-1
J5-8
62
1A
Located onCaseFront
J4-11
J4-12
J4-6
10
0K
o
hm
+5
V
J3-6
J3-8
+5
V
S
PI
J4-9
1
0K
o
hm
+15V
COM
534
537
531
J4-1
J4-2
550
551
TACH
FEEDB
ACK
Model Ranger8,9 Classic Multiweld,
Ranger
s,
Vantages, Flextec
V350
DC
-400,600 SquareWave TIG300/355 MillerInverters STTII
K2613-5
K2613-7
Recommended
all CV
operation.
Recommendedfor
CVoperation.
(Wire Feed
ModuleRequired)
RecommendedforCV
andCCoperation.
Recommended
for CV
operation.
May be used for
pulse weldingif
the welding
procedureis
qualifiedby the
customer.
Recommended
for CV andCC
operation.
Not recommended for CC operation
because the customer may
exper ience short contactor life fro
m
inductive nature of the power source.
Not recommended with high frequency
TIG starting.
Recommended
for CV voltage
senseoperation.
Notrecommended
for STT operation.
Note:
Most semiautomatic wire
weldingprocesses perform
better using constant voltage
powersources. Be sure the
proper power source is used
for your application. Contactor
lifemay be shortenedin
applications using CC
machines with high OCV.
J5-6
J5-7
21D
67F
721
J5-5
AN
ALO
G
VOLTMET
ER
667B
721
-
+
TRIGGER
-15
+15
72
1 IS DRIV
EN NEGATIVE TO COMPENSATE
FOR THE METER FOR D
IODE DROP
ERROR
ON THE BRIDGE
METER
COMPENSATION
CIRCUIT
POLARITY
SENSE
PROGRAM
BURNBAC
K
M
OTO
R
D
RI
VE
CI
RC
UI
T
MO
TOR VOL
TAGE
MO
TOR CURRENT
BRAKE
DRIVE
BRAKE
D
RI
VE
PW
M
0.05K
oh
m
L5
J6-3
J6-2
587
530
J6-4
523
J6
-6
509A
+15
V
COLD FEED
CC/VV
T
RI
GG
ER I
NT
ERLOC
K / 2 S
T
EP
S
1,
S
2
&S
3 L
oc
ate
d
on Wir
e
D
riv
e
P
an
el
CC
509D
CV
509E
TRI
GGE
R I
NT
E
RL
OCK
S1
587
2-ST
EP
Lo
cat
ed
on Wir
e
D
riv
e
P
an
el
T
rig
ger I
nter
lo
ck
do
es
not
sto
p
w
eldi
ng
w
he
n th
e ar
c i
s br
ok
en.
P
ul
l a
nd r
el
ea
se t
o e
nd t
he
w
el
d.
509B
S2
523
S3
C
OL
D F
EED
530A
509E
(LOCATED
A
T
REAR
O
F
FEEDER)
66
7C
0V=
CO
L
D FEE
D
(
N.O.)
15V=
CV
0V=
CC
15V=
2 STEP
0V=T
RIGGE
R
INTE
R
LO
CK
4B
606A
2
4
+15V
J
5-4
J5-3
MOV
MACHINE
OUTPU
T
ENABLE
CONTAC
TOR DRIVE
COM
+35V
J4-
8
J4-5
CO
NT
A
CT
OR
4
O COIL
0
VDC
OPEN
3
VDC CLOSED
12 VDC COIL
PWM
CO
NTROLLED
507
578
20
ohm
0V = OF
F
2
0msec ----
25
0msec
605
601
J2-6
J2-3
608
607
J2-7
COM
Y
ELLO
W
THERMAL
LED
COM
POLARITY LED
J6-11
1W
J6-14
B
+5V SPI
GREEN
POLARITY
LED
Y
ELL
OW
MOT
OR
TH
E
RM
AL
LE
D
ARC ESTABLISHED
J1-2
J1
-1
+5V SPI
+15V
J1-10
J
1
-8
J
1
-6
J
1-5
J1
-4
J
1
-9
J
1
-3
J
1
-7
S
C
L
K
C
S
3
C
S
2
C
S
1
C
S
0
M
O
S
I
M
IS
O
SPI
DIGITA
lL COMMUNICATION
J6-8
-15V
GAS
ON - OF
F
GAS
FLOW
ENABLE
Lo
cat
ed
un
der
Wire
D
riv
e
P
an
el
(LOCATED
A
T
OUT
SI
DE
REAR
O
F
FEEDER)
10K/2W
0 VD
C MI
N. WFS
5 VD
C MA
X
.
WFS
WI
R
E F
EE
D
SPEED
CO
NT
R
OL
P
OT
E
NTIOM
ET
ER
62
1
66
7
11
10
P7
12
Conn
ect
or
l
oc
at
ed
behin
d c
as
e fro
nt
COM
15
14
(LOCATED
A
T
TOP
FRON
T
O
F
FEEDER)
MICRO
CONTROLLER
COM
MO
TOR
SUPPL
Y
6
8
7
5
1
3
4
6
2
8
7
9
10
J18
1
P16
L
oc
at
e
d
on
top
of m
ot
or
PLASTIC
HO
U
SE
D BOLTE
D
CO
NNE
CTIO
N
(BASE
CE
NTE
R)
TIMER KIT
P.C. B
OA
RD
(
OPTIO
NAL
)
SCHE
MATIC
=
M213
41
SEE
PAGE 2
L12081
-1 2.6 V
@ 50
IPM
27
V @
700
IPM
L13084
-1 2.6 V
@ 25
IPM
32
V @
400
IPM
0V
.=
TR
IG
GER
CLOSED
15
VDC
.=
TR
IG
GER
OPEN
Lo
cat
ed
on
C
as
e
F
ront
TRI
GGER
IN
P
UT
TRI
GGER
CONNE
CT
OR
J14
622A
500A
E
B
C
D
A
P7-1
67D
67C
66
7B
67
B
4
1
3
6
67C
67B
IN
HARN
ESS
CE
NTE
R BASE
AR
EA
P
7
=
16
PI
N
P
17
=
6
PI
N (
B
oth
are
lo
cat
ed on
lo
w
er fr
ont)
57
7A
57
6A
57
5A
57
7A
57
5A
57
6A
57
7A
57
6A
57
5A
77
C
76
C
75
C
531
537
534
40V MA
X.
21
B
.05
uF
60
0 V
70
7
608
607
J2-8
4B
gun connecto
r
4 of 4
3 of 4
J6-9
J6-10
622
500
+15
V
2 of 2
P
17
P7
1 of 4
P7
When tach feed back is
lo
st,
the voltage to
the
motor is a
constant 10VD
C.
(c
ontro
l
led b
y so
ftware
)
P
17
ca
se
fron
t
str
ain
rel
ief
1 of 2
5
2 of 4
coppe
r
bar
coppe
r
bar
weld cable
13
2B
1B
R1
D1
ca
se
ba
ck
str
ain
rel
ief
509C
21
A
21
C
21E
JU
MPE
R TOGET
HE
R FO
R
EX
TRA TO
RQ
U
E MAC
HI
NE
P6
0
3
4
5
6
78
601
509B
605
2
1
3
4
2
J2-2
+5V
606
EX
TRA TO
RQ
UE
TAKEN WITH 40 V INP
UT
IN
C
V MODE.
66
7A
WFSlimitedby arcvoltagewhenoperatingacrossthearc
Feeder Input Volts Standard Gear Extra Torque
15
400 220
17
450 250
21
570 300
24
650 350
27
700 400
Maximum WFS
EXTRA
TO
RQUE
Control
Boar d Summary
Converts arc power to a usable control circuit voltage.
Recei ves switch signals from Trigger, Cold Feed, Gas Purge
Reads WFS potentiometer.
Communicates with optional timer ki t.
Controls motor speed with PW M.
Turns Gas Solenoid on, off
, PWM
.
Reads the motor tac hometer.
O
perat
ing V
o
ltage=
15
-
110 VD
C.
Shut down
Voltage
=130
VDC
.
Thermal light turns on when shutdown voltage exceeded.
Code and Serial numbers are below Wir e Drive on plastic
housing Nameplate.
Thermal “Yellow” Light
Moto r O
ver
Current
Motor and trigger disabled for 30 seconds.
Must retrigger to start weldingafter 30 seconds pass.
Shutdown Voltage exceeded
May occur with someinverters.
May occur with some CC machines with high
inductance.
Polarity “Green” Light
On=
Positive Polarity
Off=Negative Polarity
70
8J6-5
9
2W
J6-12
16
509B
77
C
76
C
75
C
61
0
61
2
B1
B2
B1
B2
66
7D
66
7E
B2
B1
62
1
66
7D
25
TO 35
NOR
MAL
FL
OW
RATE
GOOD FO
R A
r, CO2,
CO
2/Ar BLEN
DS
(O
UTSIDE
BACK
O
F
CASE)
FL
OW
METER
22 O COIL
0
VDC
OPEN
4 VDC CLOSED
12 VDC COIL
PWM
CO
NTROLLED
BALL FLOAT
U
SE MID
D
LE
OF BALL TO
SET
AD
J
UST VALVE
J1
5
14 PIN
R
EMOTE
LEA
D
S ARE
PR
ESE
NT B
UT
NOT
U
SE
D I
N
THIS
U
NIT.
NOT
U
SE
D
J2-10
555
622
500
4
2
555
3
555A
622B
J6
1-
1
J6
1-
3
J6
1-
4
J6
1-
2
MOTO
R
FI
LTE
R
P.
C.
BOAR
D
SCH
EM
A
TI
C=
S2
7505
U
SE
D FO
R FILTE
RI
NG
INVE
RTE
R
NOISE
After 2-20-2009
*Extra Torque
370 530 700
180* 257* 400*
3.5
4.5
Current
Level
Preset
WFS
Low Range
High Range
(White) (Red)
Normal Speed 50-200 50-700
Extr aTorque 50-200 50-400
WF
S
RANGE
S
WIT
CH
Lo
cat
ed
on
C
as
e
F
ront
G-12
NOTE: This diagram is for reference only. It may not be accurate for all machines covered by this manual.
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC