



















7 - 6
7 Selection
MITSUBISHI CNC
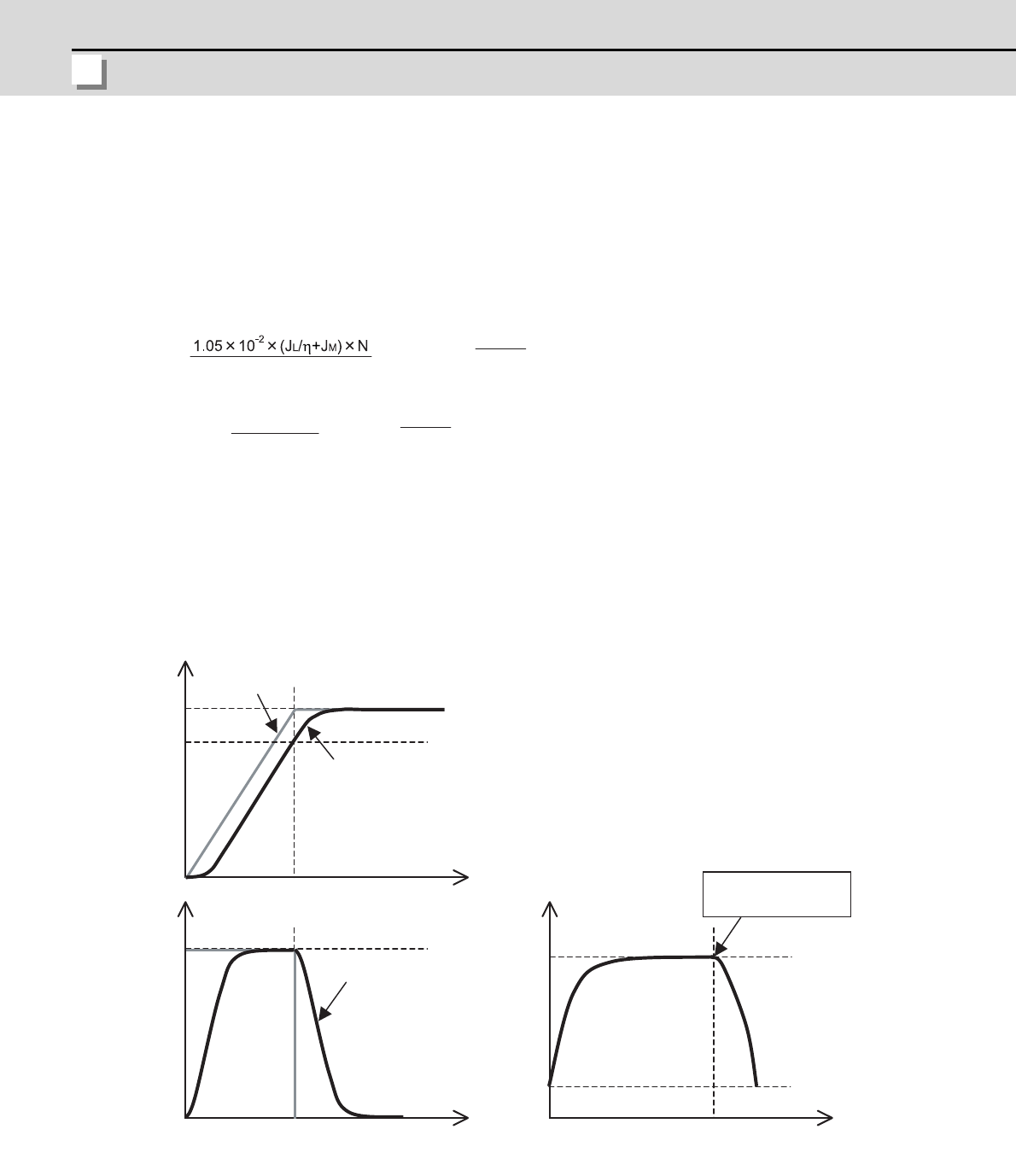
(c) Approximation when using the NC command linear acceleration/deceleration pattern + servo SHG
control (option)
This is a servo’s position control method to achieve a normal command pattern and high precision. SHG
control improves the position loop gain by stably controlling a delay of the position loop in the servo
system. This allows the settling time to be reduced and a high precision to be achieved.
Using the expression (7-5) and (7-6), approximate the maximum torque "Ta1" and maximum torque
occurrence speed "Nm" required for this acceleration/deceleration pattern.
••• (7-5)
••• (7-6)
Fig.2 Speed, acceleration and torque characteristics when using the NC command linear
acceleration/deceleration pattern + servo SHG control
N : Motor reach speed (r/min)
J
L
: Motor shaft conversion load inertia
(kg•cm
2
)
J
M
: Motor inertia
(kg•cm
2
)
η : Drive system efficiency (Normally 0.8 to 0.95)
T
MAX
: Maximum motor torque (N•m)
T
L
: Motor shaft conversion load (friction, unbalance) torque (N•m)
Ta1 =
ta
(N
.
m)
(1-
0.586
e )+TL
-2Kpta
1000
Nm =N{1-
1.3Kpta
1000
(1-1.5e )}
-2Kpta
1000
(r/min)
(ms)
㧔r/min 㧕
0
ta
N
(ms)
0
ta
A
c
Nm
(r/min)
0
Nm
Ta 1
TL
N
Time
Time
Motor acceleration
NC command
Motor speed
Motor
acceleration
Motor
torque
Motor actual speed
Motor speed
Speed most required
for the motor torque