



















3 - 6
3 Function Specifications
MITSUBISHI CNC
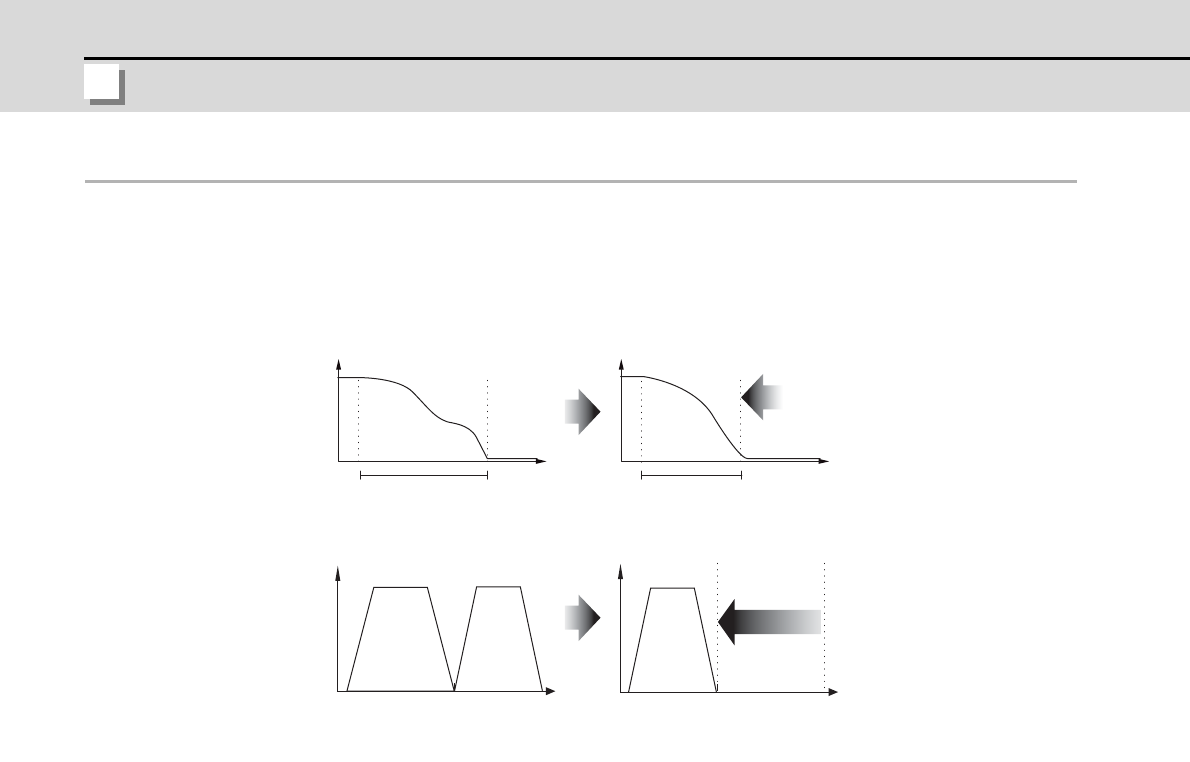
3-1-5 Spindle's continuous position loop control
Under this control, position loop control is always applied to spindle, including when speed command is
issued (in cutting). There is no need for control changeover nor zero point return during orientation and C
axis control changeover. Therefore, the operation can be completed in a shorter time than the previous.
In acceleration/deceleration with S command, the acceleration/deceleration and orientation are always
controlled with the spindle motor's maximum torque.
10.8
Zero point
return
C-axis
positioning
<Our conventional series>
<MDS-D/DH/DM Series>
C-axis
positioning
Time reduced
Time
Time
TimeTime
SpeedSpeed
SpeedSpeed
Reduced by 20%
Orientation
C-axis changeover
<Our conventional series>
<MDS-D/DH/DM Series>