



















3 - 8
3 Function Specifications
MITSUBISHI CNC
3-2 Servo/Spindle control functions
3-2-1 Torque limit function
This control suppresses the motor output torque with the parameter values (SV013, SV014).
This function is used for stopper positioning control and stopper reference position establishment, by
switching the two setting values.
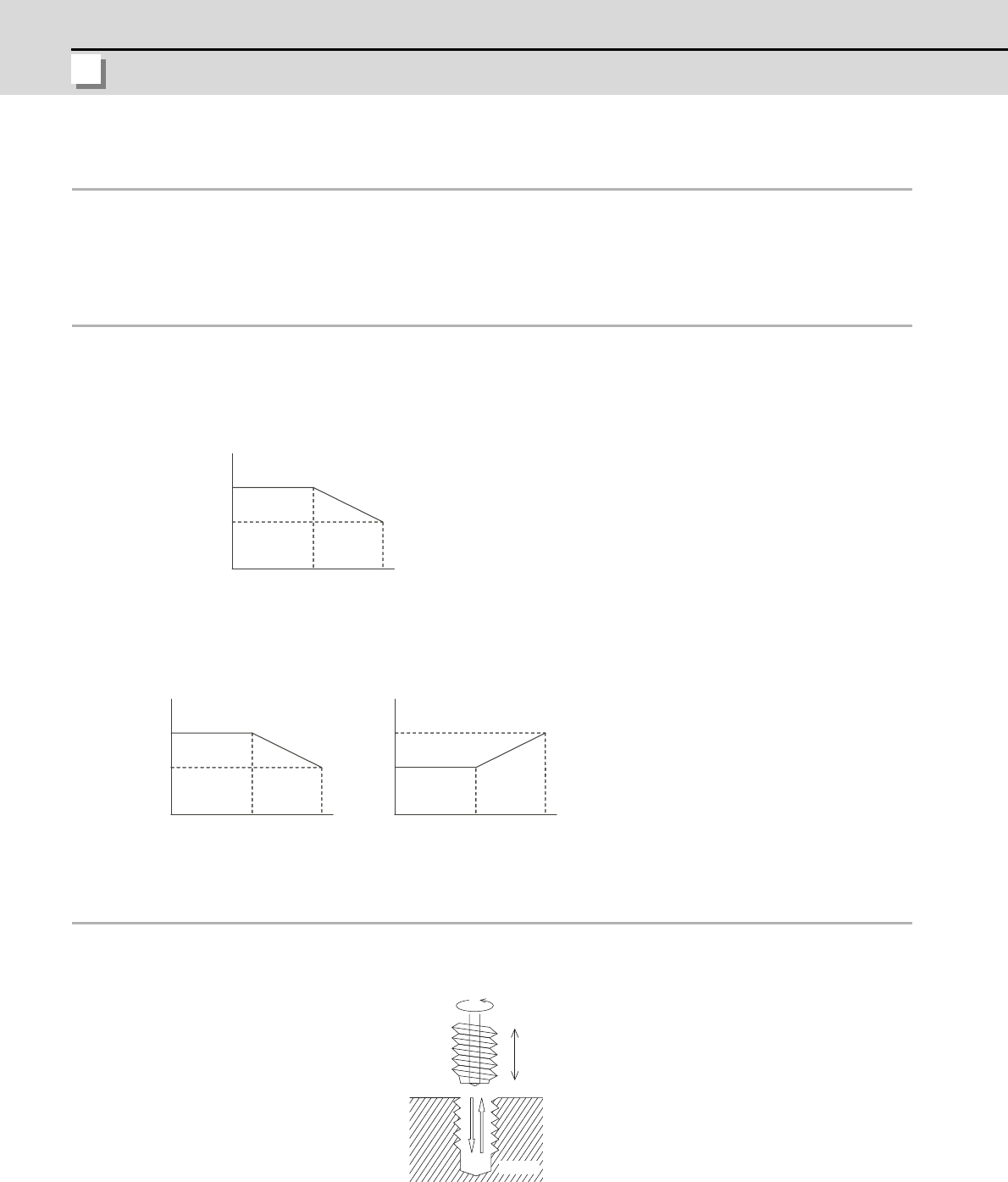
3-2-2 Variable speed loop gain control
< Servo >
If disturbing noise occurs when the motor is rotating at a high speed, such as during rapid traverse, the high
speed loop gain during high-speed rotation can be lowered with this function.
< Spindle >
For a high-speed spindle of machining center etc., adequate response can be ensured with this function by
suppressing noise and vibration at low speeds and increasing the speed loop gain at high-speeds.
3-2-3 Gain changeover for synchronous tapping control
SV003, SV004 and SV057 are used as the position loop gain for normal control. Under synchronous tapping
control, SV049, SV050 and SV058 are used instead to meet the spindle characteristics.
VGN1:SV005
VGN2:SV006
VCS:SV029
VLMT: Servomotor maximum speed x 1.15
VGN1:SP005
VGN2:SP008
VGVN:SP073
VGVS:SP074
VLMT: Spindle maximum speed x 1.15
0
VLMTVCS
VGN2
VGN1
(VLMT M d 1 15)
0
VGVS VLMT
VGVN
VGN1
(VGN2)
0
VGVS VLMT
VGVN
VGN1
(VGN2)
(VLMT=Max. speed x 1.15)(VLMT=Max. speed x 1.15)
Spindle
Servo axis
Material