



















3 - 10
3 Function Specifications
MITSUBISHI CNC
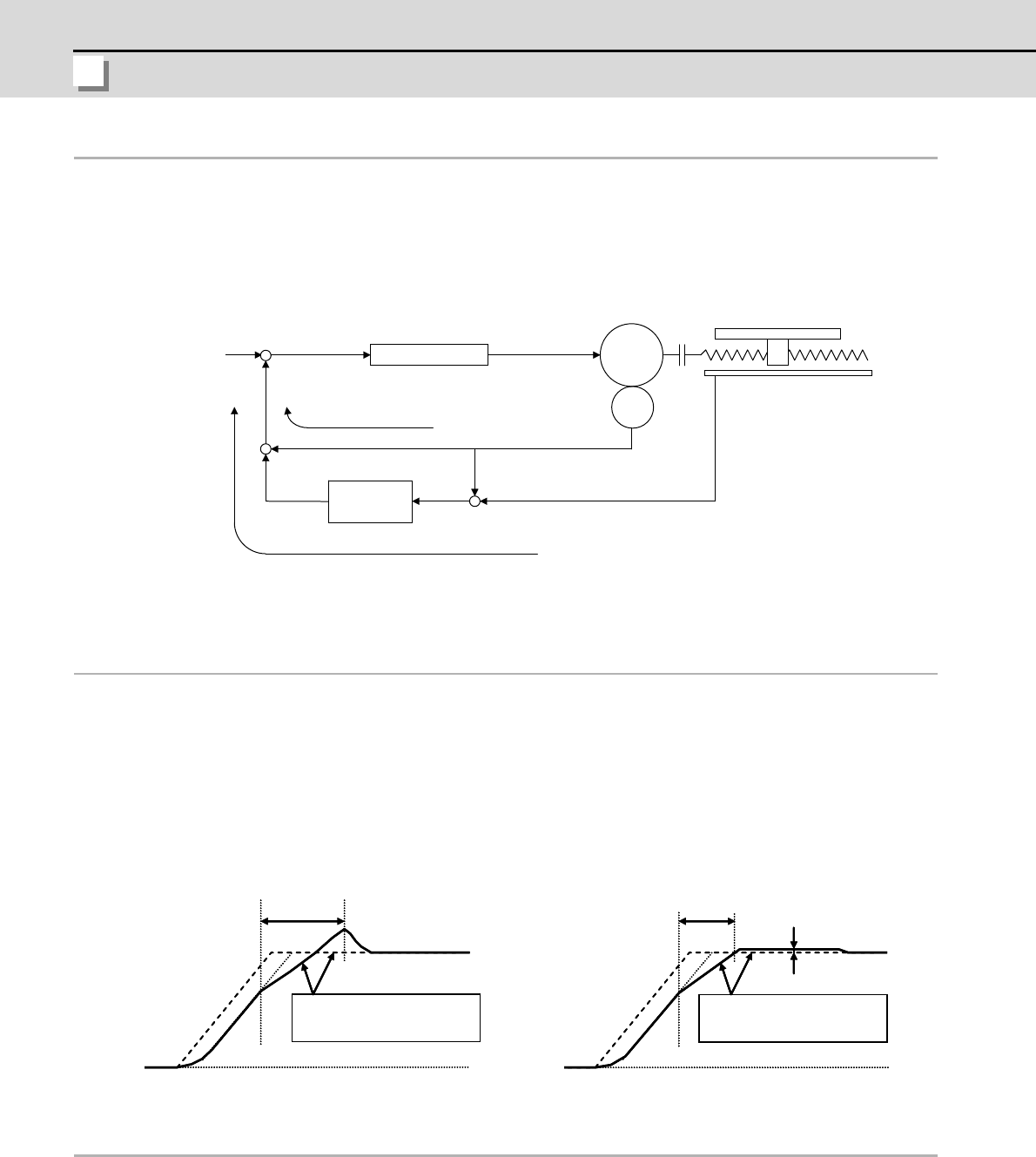
3-2-8 Dual feedback control
This function is used under full-closed loop control.
When a linear scale is used, the machine-end position, such as a table, is directly detected, which may
render the position loop control unstable.
With this control, however, high-frequency components are eliminated from the machine-end feedback
signals, which will lead to stable control.
3-2-9 HAS control
If the torque output during acceleration/deceleration is close to the servo motor's maximum torque, the motor
cannot accelerate with the commanded time constant when the torque is saturated due to input voltage
fluctuation, etc. As a result, speed overshoot occurs when a constant speed command is issued, because
the position droop for the delay is canceled.
With HAS control, however, this overshoot is smoothened so that the machine operation can be stable.
3-2-10 Control loop gain changeover
Position loop gain and speed loop gain are switched between non-interpolation mode, which is used during
speed command, and interpolation mode, which is used during synchronous tapping and C axis control. By
switching these gains, optimum control for each mode can be realized.
ENC
SV051
+
+
+
-
-
-
Position control
Primary
delay filter
High frequency
FB element
Position
command
Position droop
Servo
motor
Linear scale
Table
Speed
command
Position FB
Position FB
Dual feedback control
Low
frequency FB
element
0[r/min]0[r/min]
HAS control will catch up
the delay of position.
Speed feedback
1% or less than
maximum speed
Speed command
Overshoot will occur to
catch up the delay of position.
Speed command
Speed feedback
During current limit
During current limit
HAS control is disabled.
HAS control is enabled.