



















For Machines Mfg. Since 7/09 Model SB1016/SB1036
-53-
OPERATION
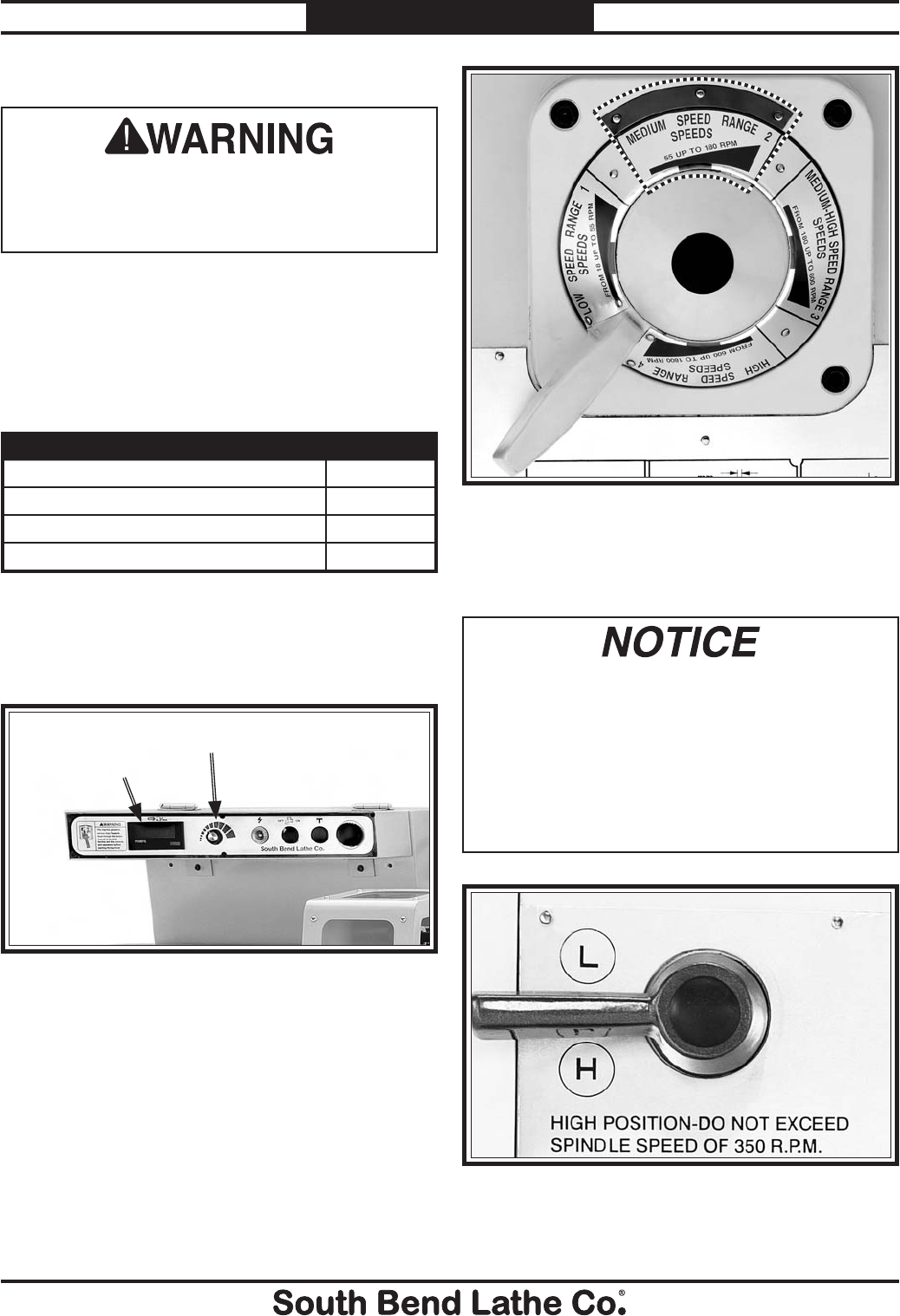
Figure 87. Spindle speed range lever.
Setting Spindle Speed
5. Turn the spindle ON, and slowly turn the
spindle speed dial to your calculated spindle
speed.
Figure 88. Quick change range lever.
If using the quick change gearbox, and it is
shifted into high, NEVER run the spindle at
speeds greater than 350 RPM as listed on
the label (Figure 88), or feed system damage
will occur. DO NOT shift any levers on the
headstock or quick change gearbox while the
spindle is turning, or damage will occur to the
gearing.
Make sure the variable speed dial is turned all
the way to the left (counterclockwise) before
turning the lathe ON, or the spindle may start
up at a dangerously high rate of speed.
4. Move the spindle range lever shown in
Figure 87 to the range that covers your
calculated spindle speed.
Note: To shift the spindle speed range lever, you
may need to rock the chuck by hand to get
the gears to align.
Figure 86. EVS spindle speed controls.
Spindle Speed DialSpindle Speed
RPM Display
3. Turn the spindle speed dial shown in Figure
86 all the way counterclockwise to the
minimum.
1. Make sure the spindle is turned OFF and it
has come to a complete stop.
2. Use the chart in Figure 85 to determine the
available spindle speed range closest to your
calculated spindle speed.
SPINDLE SPEED RANGES RPM
Low Speed Range 1 18–55
Medium Speed Range 2 55–180
Medium-High Speed Range 3 180–600
High Speed Range 4 600–1800
Figure 85. Spindle speed range chart.