



















B-3
OPERATION
B-3
1. Power Switch - Place the lever in the “ON” position
to energize the machine. When the power is on, the
fan will operate and the output will be energized in
SMAW modes. GTAW mode requires remote trig-
ger to energize the output.
2. Output Control - This controls the output current.
Control is provided over the entire output range of
the power source with 1 turn of the control knob.
This control may be adjusted while under load to
change power source output. When using remote
control this function becomes the limit setting.
3. Local/Remote Switch - Place in the “LOCAL” posi-
tion to allow output adjustment at the machine.
Place in the “REMOTE” position to allow output
adjustment at remote pot or amptrol. In Remote, the
machine output control pot is the limit setting for
remote control.
4. Mode Switch
GTAW
Optimized for touch start use. Triggering at
amphenol is required using an Arc Start Switch,
Amptrol or similar means. Short circuit current is
limited to approximately 25 amps to aid in touch
starting.
CC Soft
Best for EXX18 thru EXX28 stick elec-
trodes. Output energized when machine is on.
CC Crisp
Use this mode for stick welding with
EXX10 thru EXX14 electrodes. Output energized
when machine is on.
5. Hot Start - Controls the amount of starting energy
in SMAW.
INVERTEC V250-S
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
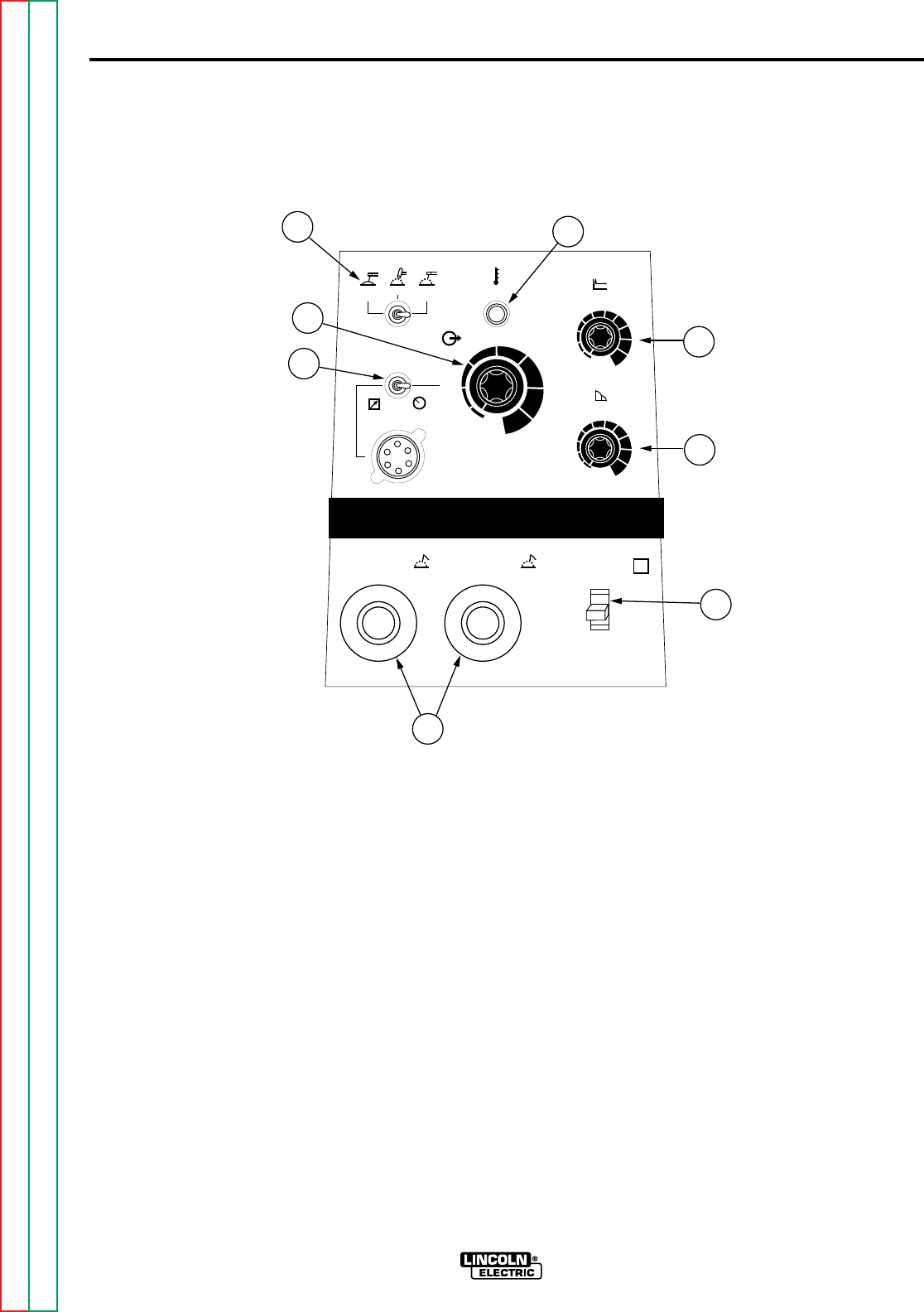
CONTROLS AND SETTINGS
All operator controls and adjustments are located on the case front of the V250-S. Refer to Figure B.1 and corre-
sponding explanations.
FIGURE B.1 — CASE FRONT CONTROLS.
O
I
INVERTEC V250-S
®
S
-
+
1
15
50
85
120
170
230
250
A
OUTPUT
SMAW
SOFT
GTAW
SMAW
CRISP
REMOTE
LOCAL
THERMAL
HOT START
1
2
3
4
6
7
8
9
10
5
0
ARC FORCE
1
2
3
4
6
7
8
9
10
5
0
1
2
3
4
5
6
7
8