



















B-9
OPERATION
B-9
WELD SEQUENCE:
The weld sequence defines the weld procedure from
beginning to end. The Power Wave AC/DC 1000 not
only provides adjustment of basic welding parameters,
but also allows the operator to fine tune the start and
finish of each weld for superior performance.
All adjustments are made through the user interface.
Because of the different configuration options, your
system may not have all of the following adjustments.
Regardless of availability, all controls are described
below.
START OPTIONS
The Strike, Start, and Upslope parameters are used at
the beginning of the weld sequence to establish a sta-
ble arc and provide a smooth transition to the welding
parameters.
• Strike settings are valid from the beginning of the
sequence (Trigger) until the arc is established. They
control Run-in (speed at which the wire approaches
the workpiece), and provide the power to establish
the arc.
- Typically output levels are increased and
WFS is reduced during the Strike portion of
the weld sequence
• Start values allow the arc to become stabilized once
it is established.
- Extended Start times or improperly set para-
meters can result poor starting
• Upslope determines the amount of time it takes to
ramp from the Start parameters to the Weld para-
meters. The transition is linear and may be up or
down depending on the relationship between the
Start and Weld settings.
END OPTIONS
The Downslope, Crater, and Burnback parameters
are used to define the end of the weld sequence.
• Downslope determines the amount of time it takes
to ramp from the Weld parameters to the Crater
parameters. The transition is linear and may be up
or down depending on the relationship between the
Weld and Crater settings.
• Crater parameters are typically used to fill the crater
at the end of the weld, and include both time and
output settings.
• Burnback defines the amount of time the output
remains on after the wire has stopped. This feature
is used to prevent the wire from sticking in the weld
puddle, and condition the end of the wire for the
next weld. A Burnback time of 0.4 sec is sufficient in
most applications. The output level for Burnback is
generally set to the same level as the last active
weld sequence state (either Weld or Crater).
RE-STRIKE TIMER
If the arc goes out for any reason (short circuit or open
circuit), the Power Wave AC/DC 1000 will enter a Re-
strike state. During this state the system will automati-
cally manipulate the WFS and output in an attempt to
re-establish the arc. The Re-strike timer determines
how long the system will attempt to re-establish the
arc before it shuts down.
• Used to protect the welding system and/or work
piece being welded.
• A Re-strike time of 1 to 2 sec is sufficient in most
applications.
POWER WAVE® AC/DC 1000
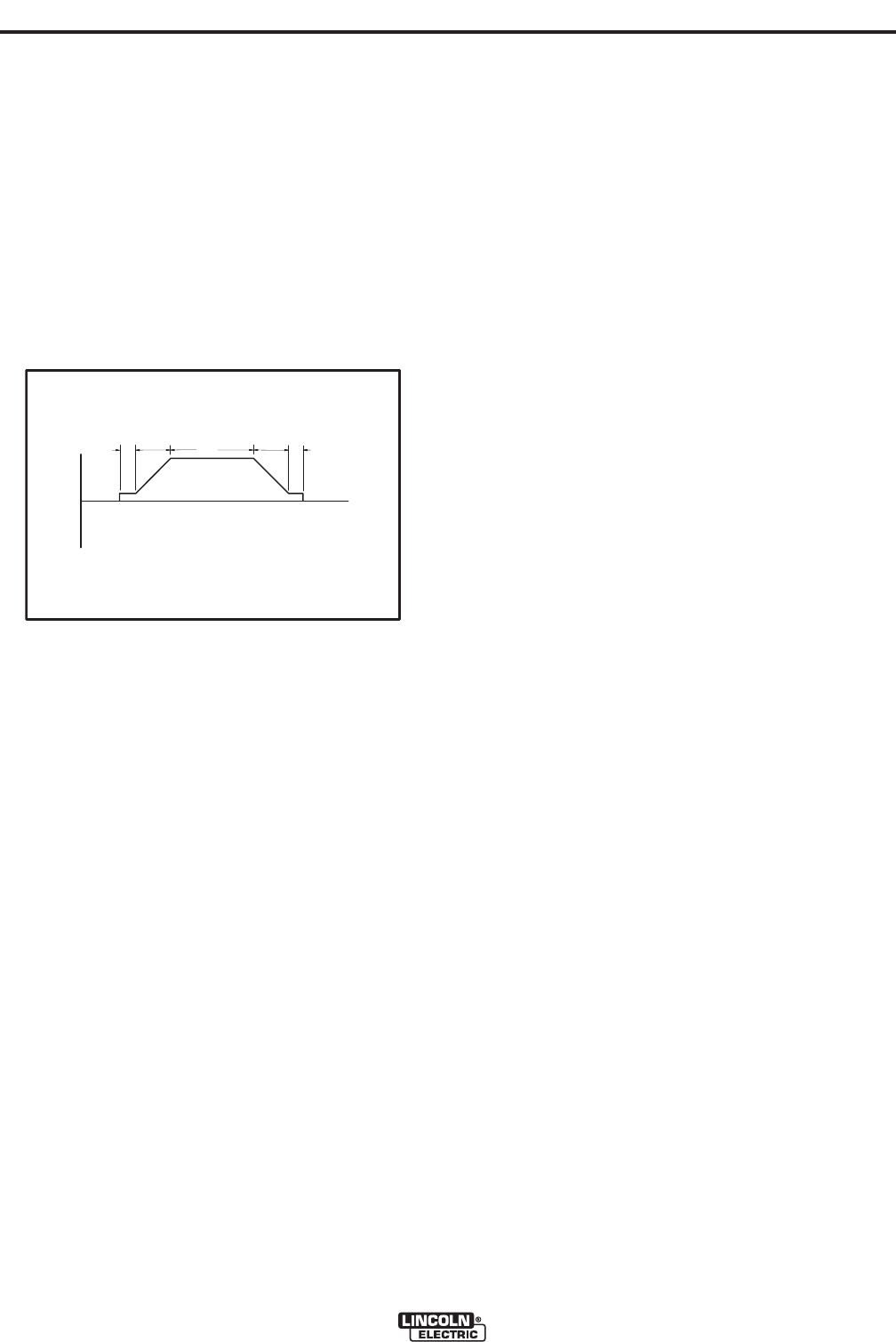
Time
Outpu t
W
eld Sequence adjustments made possible by
Waveform Control Technology
Weld sequence adjustments allow the operator to fine tune the start and finish
o
f each weld for superior performance.
Wel d Sequence
TM
Start
(Strike)
Upslope
Weld
Crater
(Burnback)
Downslope