



















3-5.
ADDITIONAL
REQUIRED
EQUIPMENT
(Fig
ure
3-3)
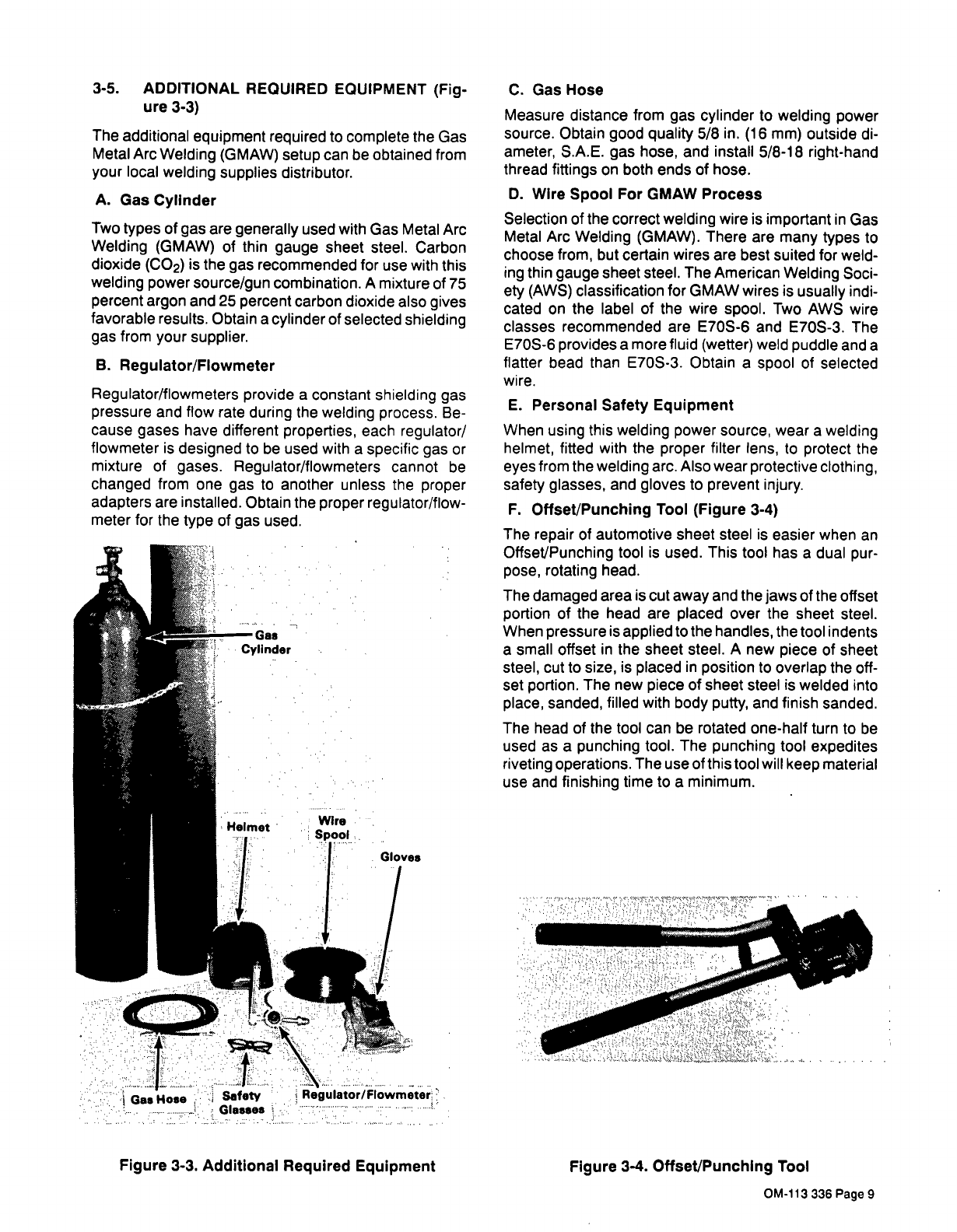
The
additional
equipment
required
to
complete
the
Gas
Metal
Arc
Welding
(GMAW)
setup
can
be
obtained
from
your
local
welding
supplies
distributor.
A.
Gas
Cylinder
Two
types
of
gas
are
generally
used
with
Gas
Metal
Arc
Welding
(GMAW)
of
thin
gauge
sheet
steel.
Carbon
dioxide
(002)
is
the
gas
recommended
for
use
with
this
welding
power
source/gun
combination.
A
mixture
of
75
percent
argon
and
25
percent
carbon
dioxide
also
gives
favorable
results.
Obtain
a
cylinder
of
selected
shielding
gas
from
your
supplier.
B.
Regulator/Flowmeter
Regulator/flowmeters
provide
a
constant
shielding
gas
pressure
and
flow
rate
during
the
welding
process.
Be
cause
gases
have
different
properties,
each
regulator!
flowmeter
is
designed
to
be
used
with
a
specific
gas
or
mixture
of
gases.
Regulator/flowmeters
cannot
be
changed
from
one
gas
to
another
unless
the
proper
adapters
are
installed.
Obtain
the
proper
regulator/flow-
meter
for
the
type
of
gas
used.
Gas
Hose
Safety
Regulator/Flowmeter
Glasses
Figure
3-3.
Additional
Required
Equipment
C.
Gas
Hose
Measure
distance
from
gas
cylinder
to
welding
power
source.
Obtain
good
quality
5/8
in.
(16
mm)
outside
di
ameter,
S.A.E.
gas
hose,
and
install
5/8-18
right-hand
thread
fittings
on
both
ends
of
hose.
D.
Wire
Spool
For
GMAW
Process
Selection
of
the
correct
welding
wire
is
important
in
Gas
Metal
Arc
Welding
(GMAW).
There
are
many
types
to
choose
from,
but
certain
wires
are
best
suited
for
weld
ing
thin
gauge
sheet
steel.
The
American
Welding
Soci
ety
(AWS)
classification
for
GMAW
wires
is
usually
indi
cated
on
the
label
of
the
wire
spool.
Two
AWS
wire
classes
recommended
are
E7OS-6
and
E705-3.
The
E7OS-6
provides
a
more
fluid
(wetter)
weld
puddle
and
a
flatter
bead
than
E7OS-3.
Obtain
a
spool
of
selected
wire.
E.
Personal
Safety
Equipment
When
using
this
welding
power
source,
wear
a
welding
helmet,
fitted
with
the
proper
filter
lens,
to
protect
the
eyes
from
the
welding
arc.
Also
wear
protective
clothing,
safety
glasses,
and
gloves
to
prevent
injury.
F.
Offset/Punching
Tool
(Figure
3-4)
The
repair
of
automotive
sheet
steel
is
easier
when
an
OffsetlPunching
tool
is
used.
This
tool
has
a
dual
pur.
pose,
rotating
head.
The
damaged
area
is
cutaway
and
the
jaws
of
the
offset
portion
of
the
head
are
placed
over
the
sheet
steel.
When
pressure
is
applied
to
the
handles,
the
tool
indents
a
small
offset
in
the
sheet
steel.
A
new
piece
of
sheet
steel,
cut
to
size,
is
placed
in
position
to
overlap
the off
set
portion.
The
new
piece
of
sheet
steel
is
welded
into
place,
sanded,
filled
with
body
putty,
and
finish
sanded.
The
head
of
the
tool
can
be
rotated
one-half
turn
to
be
used
as
a
punching
tool.
The
punching
tool
expedites
riveting
operations.
The
use
of
this
tool
will
keep
material
use
and
finishing
time
to
a
minimum.
Figure
3-4.
Offset/Punching
Tool
Gas
Cylinder
Helmet
Wire
Spool
Gloves
Li.
/
1.
I
OM-113
336
Page
9