



















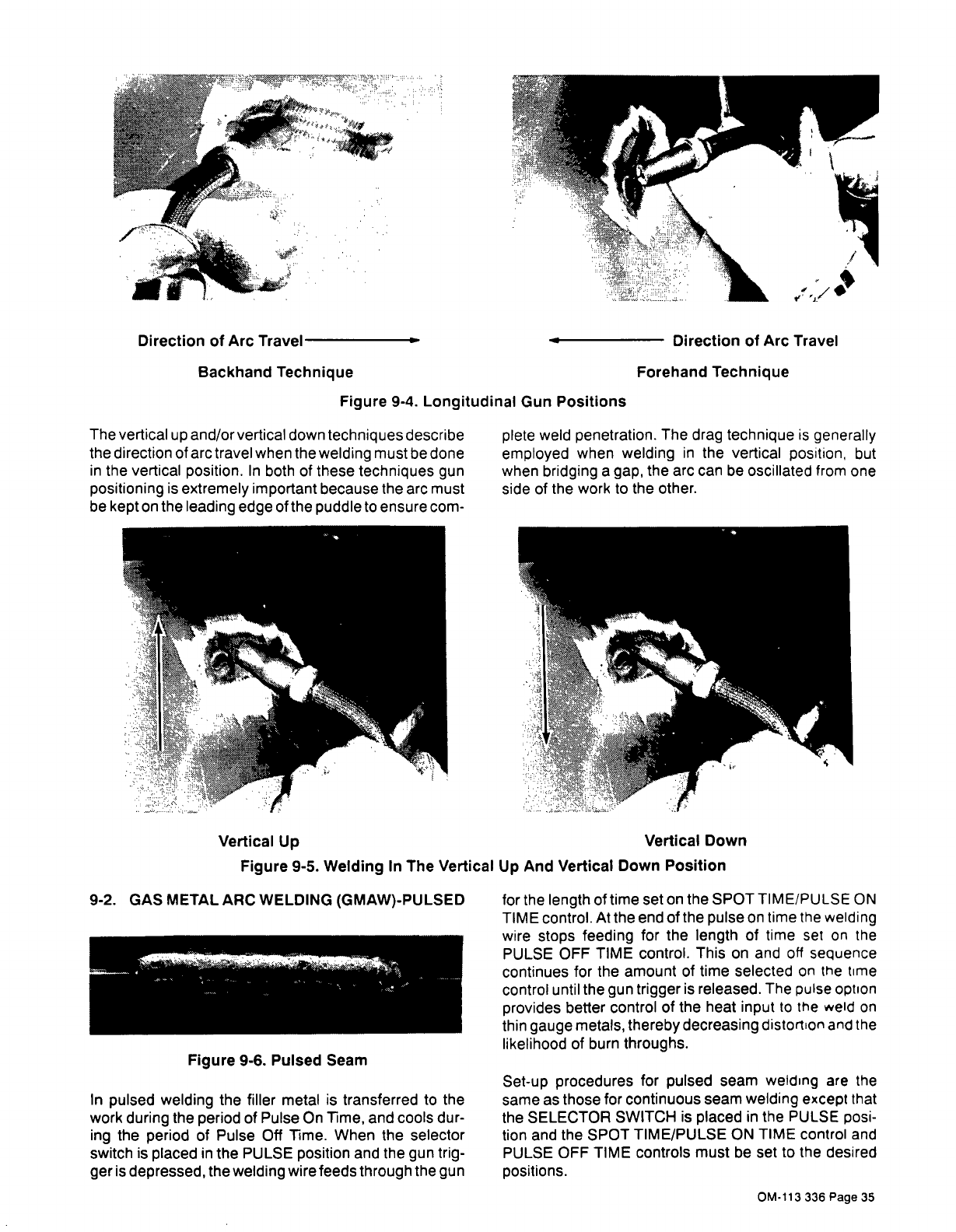
Backhand
Technique
Forehand
Technique
Figure
9-4.
Longitudinal
Gun
Positions
The
vertical
up
and/or
vertical
down
techniques
describe
the
direction
of
arc
travel
when
the
welding
must
be
done
in
the
vertical
position.
In
both
of
these
techniques
gun
positioning
is
extremely
important
because
the
arc
must
be
kept
on
the
leading
edge
of
the
puddle
to
ensure
corn-
plete
weld
penetration.
The
drag
technique
is
generally
employed
when
welding
in
the
vertical
position,
but
when
bridging
a
gap,
the
arc
can
be
oscillated
from
one
side
of
the
work
to
the
other.
Figure
9-5.
Welding
In
The
Vertical
Up
And
Vertical
Down
Position
9-2.
GAS
METAL
ARC
WELDING
(GMAW)-PULSED
In
pulsed
welding
the
filler
metal
is
transferred
to
the
work
during
the
period
of
Pulse
On
Time,
and
cools
dur
ing
the
period
of
Pulse
Off
Time.
When
the
selector
switch
is
placed
in
the
PULSE
position
and
the
gun
trig
ger
is
depressed,
the
welding
wire
feeds
through
the
gun
for
the
length
of
time
set
on
the
SPOT
TIME/PULSE
ON
TIME
control.
At
the
end
of
the
pulse
on
time
the
welding
wire
stops
feeding
for
the
length
of
time
set
on
the
PULSE
OFF
TIME
control.
This
on
and
off
sequence
continues
for
the
amount
of
time
selected
on
the
time
control
until
the
gun
trigger
is
released.
The
pulse
option
provides
better
control
of
the
heat
input
to
the
weld
on
thin
gauge
metals,
thereby
decreasing
distortion
and
the
likelihood
of
burn
throughs.
Set-up
procedures
for
pulsed
seam
welding
are
the
same
as
those
for
continuous
seam
welding
except
that
the
SELECTOR
SWITCH
is
placed
in
the
PULSE
posi
tion
and
the
SPOT
TIME/PULSE
ON
TIME
control
and
PULSE
OFF
TIME
controls
must
be
set
to
the
desired
positions.
Direction
of
Arc
Travel
Direction
of
Arc
Travel
Vertical
Up
Vertical
Down
Figure
9-6.
Pulsed
Seam
OM-113
336
Page
35