



















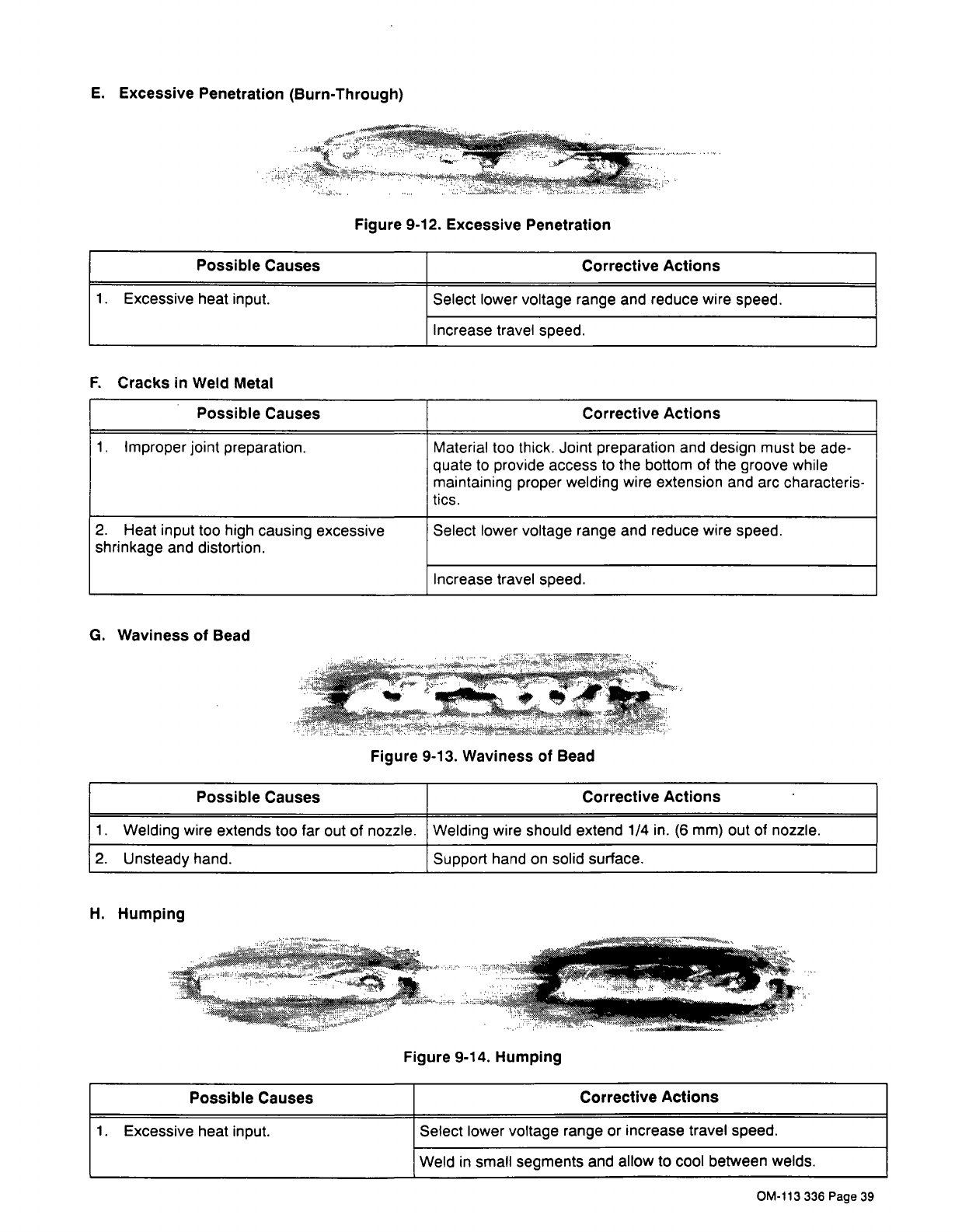
E.
Excessive
Penetration
(Burn-Through)
Possible
Causes
Corrective
Actions
1.
Excessive
heat
input.
Select
lower
voltage
range
and
reduce
wire
speed.
Increase
travel
speed.
F.
Cracks
in
Weld
Metal
Possible
Causes
Corrective
Actions
1.
Improper
joint
preparation.
Material
too
thick.
Joint
preparation
and
design
must
be
ade
quate
to
provide
access
to
the
bottom
of
the
groove
while
maintaining
proper
welding
wire
extension
and
arc
characteris
tics.
2.
Heat
input
too
high
causing
excessive
shrinkage
and
distortion.
Select
lower
voltage
range
and
reduce
wire
speed.
Increase
travel
speed.
G.
Waviness
of
Bead
Figure
9-13.
Waviness
of
Bead
Possible
Causes
Corrective
Actions
.
1.
Welding
wire
extends
too
far
out
of
nozzle.
Welding
wire
should
extend
1/4
in.
(6
mm)
out
of
nozzle.
2.
Unsteady
hand.
Support
hand
on
solid
surface.
H.
Humping
.
Figure
9-14.
Humping
Possible
Causes
Corrective
Actions
1.
Excessive
heat
input.
Select
lower
voltage
range
or
increase
travel
speed.
Weld
in
small
segments
and
allow
to
cool
between
welds.
Figure
9-12.
Excessive
Penetration
OM-113
336
Page
39