



















C-8
ACCESSORIES
MAXsa™ 22 & 29 WIRE DRIVES
C-8
K285 Used in Horizontal Fillet Applications
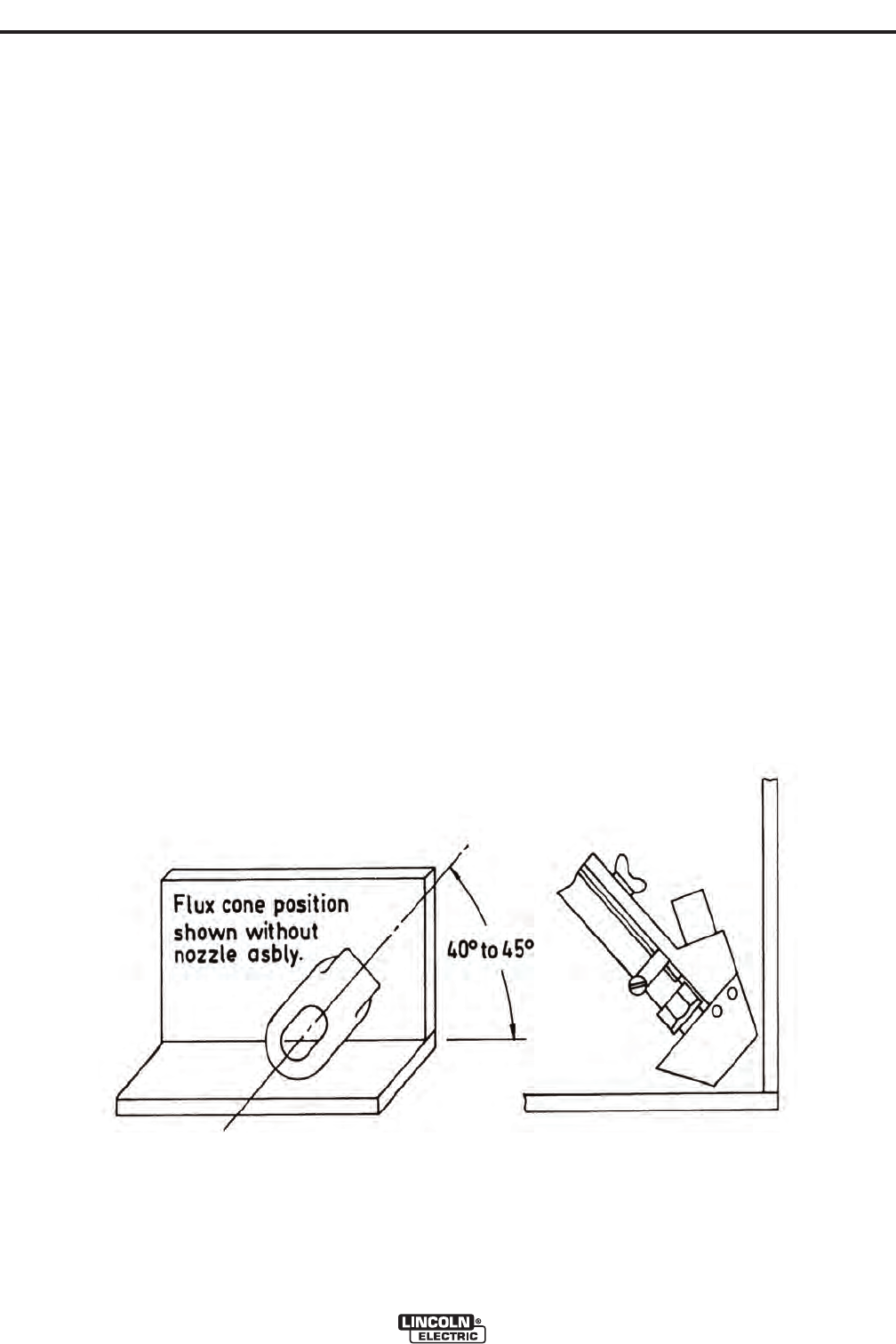
1. With K148 or K148/K149 combination - After the
K285 has been attched to the nozzle body:
a. Set the head and nozzle to the desired electrode
angle.
b. Loosen the two hold down screws that hold the
nozzle to the faceplate and rotate the entire
assembly 40 to 45° and retighten the screws.
c. Feed the electrode to the proper stickout and
position it in the joint.
d. Slide the K285 flux cone dowm to about 1/8”
(3.0mm) away from both the vertical and horizon-
tal plates and tigten the wing screw. See Figure
C.12.
2. With the K129 Tiny Twin-Arc® Nozzle - After the
K285 has been attached to the nozzle body:
a. Set the head and nozzle to the desired electrode
angle.
b. Feed the electrode theough the tips to the proper
stickout and place the nozzle into the welding
position.
c. Loosen the K285 hose clamps and rotate the flux
cone unit about 40 to 45° and retighten the
clamps.
d. Slide the K285 flux cone dowm to about 1/8”
(3.0mm) away from both the vertical and horizon-
tal plates and tigten the wing screw. See Figure
C.12.
K285 in Deep Narrow Gap Applications
For narrow, deep groove welds it may be necessary to
remove the copper cone from the moveable arm of
the K285
NOTE: In Horizontal fillet pplications, the flux hopper
will not function properly if fastened to the
faceplate of the wire drive. Mount the Flux
hopper directly above the K285 flux entry
point. Flux hose angles should be no greater
than 35° to ensure good flux flow from the
hopper to the cone.
FIGURE C.12 - K285 IN HORIZONTAL FILLET APPLICATION