



















C-11
ACCESSORIES
MAXSA™ 22 & 29 WIRE DRIVES
C-11
K129 TINY TWINARC® KIT
Twin arc welding is a process where two wires of the
same size are fed through a nozzle by a single wire
drive. The K129-x/xx can be used for wire sizes .045”
through 3/32” (1.0 - 2.4mm).
The gear ratio of the MAXsa™ 22 & 29 WIRE DRI-
VES as shipped is 142:1. This may not provide
enough wire speed for the procedure. Conversion kits
for 95:1 or 57:1 ratio are also shipped with the
MAXsa™ 22 & 29 WIRE DRIVES units. See the
instrucutions included with those kits or in this manual
to change the gear ratio.
Each assembly listed below comes with a wire reel, a
reel brake, shaft and mounting bracket and all of the
wire drive components for the particular wire size.
K129-1/16 .045” thru 1/16” (1.0 -1.6mm) Wires
K129-5/64 5/64” (2.0mm) Wire
K129-3/32 3/32” (2.4mm) Wire
NOTE: For .045” or .052” wire order KP1901-1 Wire
Drive Kit for use with the K129-1/16 kit.
INSTALLATION
A. For .045” through 5/64”(1.0-2.0mm) Wires
1. Remove the following items from the standard
Feed Head.
• The wire straightener
• The nozzle assembly
• Both upper and lower guide tubes
• The drive rolls
• The idle roll assembly
• The tension spring assembly
NOTE: The idle roll arm pivot pin is held in place by
a set screw that is accessed from the outgo-
ing surface of the faceplate.
2. Place the new double grooved drive roll (A) on
the shaft with the key. Replace the clamping
washer and the locking nut and tighten securely.
.
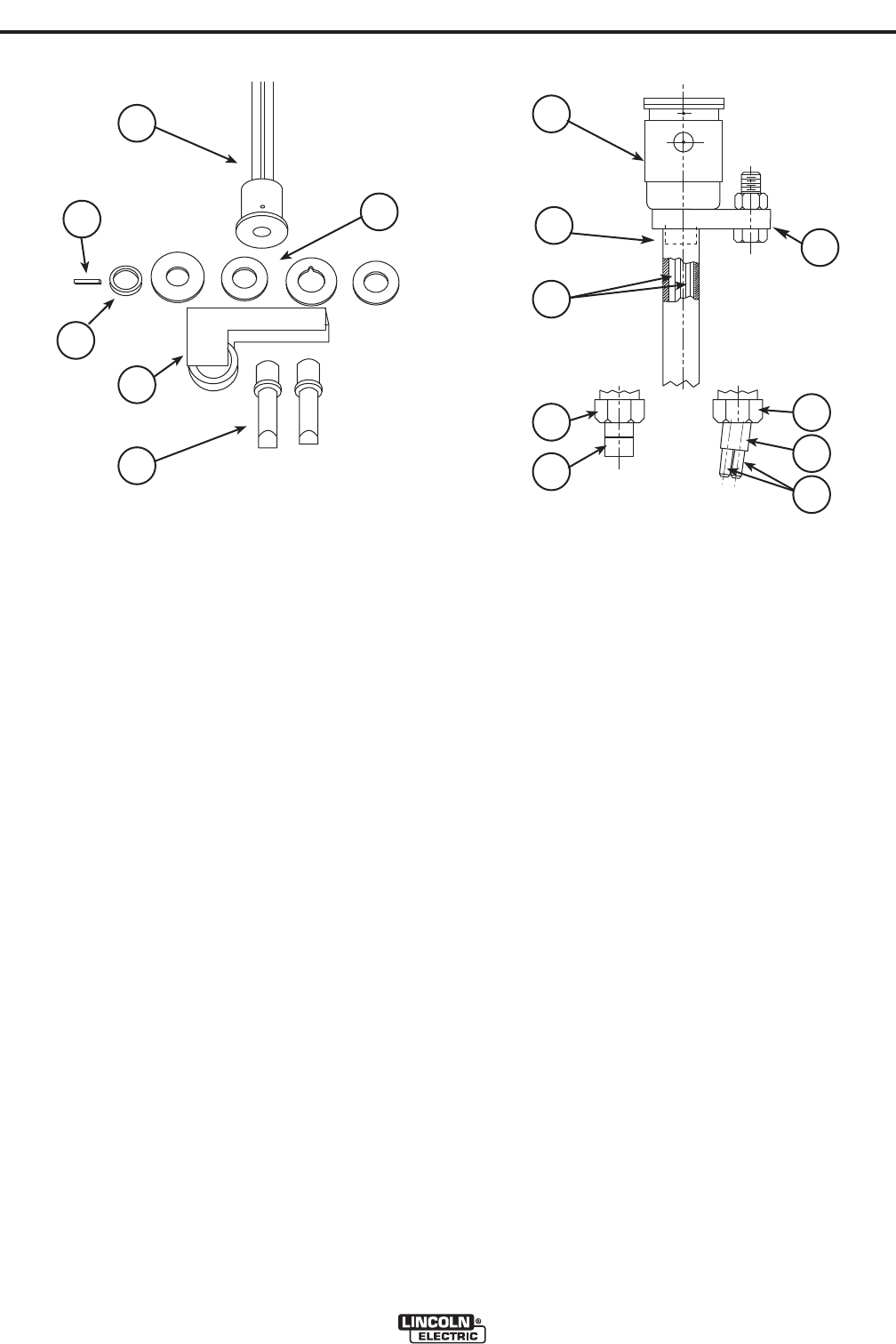
FIGURE C.16 - K129 TINY TWINARC® COMPONENTS
1
2
3
4
4
5
3
6
D
C
B
A
E
F
7
A - Drive Rolls
B - Guide Tubes
C - Idle Roll Arm
D - Incoming Wire Guide
E - Drive Roll Spacer
F - Key
1 - Nozzle Assembly
2 - Guide Tubes
3 - Locking Collar
4 - Contact Tip(s)
5 - Tip Holder
6 - Connection Tab
7 - Mounting Block