



















FX Series Programmable Controllers Basic Program Instructions 2
2-19
2.16.2 Normal 32 bit Counters
The 32 bit counter C200 counts (up-count, down-count) according to the ON/OFF state of
M8200. In the example program shown on the previous page C200 is being used to count the
number of OFF ~ ON cycles of input X4.
The output contact is set or reset depending on the direction of the count, upon reaching a
value equal (in this example) to the contents of data registers D1,D0 (32 bit setting data is
required for a 32 bit counter).
The output contact is reset and the current value of the counter is reset to ‘0’ when input X3 is
turned ON.
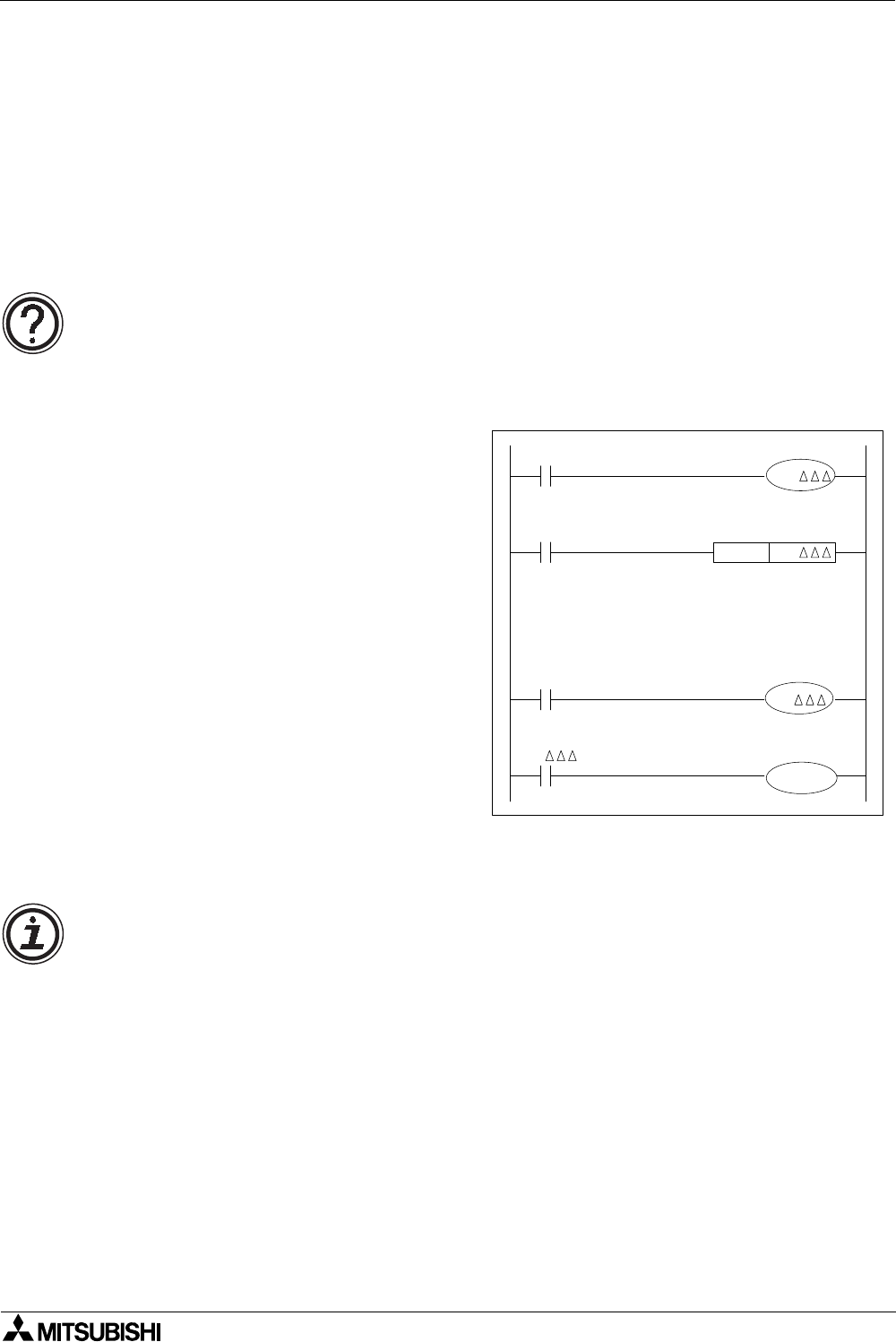
2.16.3 High Speed Counters
High speed counters have selectable count
directions. The directions are selected by
driving the appropriate special auxiliary M
coil. The example shown to the right works
in the following manner; when X10 is ON,
counting down takes place. When X10 is
OFF counting up takes place.
In the example the output contacts of
counter C∆∆∆ and its associated current
count values are reset to “0” when X11 is
turned ON. When X12 is turned ON the
driven counter is enabled. This means it will
be able to start counting its assigned input
signal (this will not be X12 - high speed
counters are assigned special input signals,
please see page 4-22)
.
32 bit counters:
• For more information on 32 bit counters please see page 4-21.
X10
X11
RST
X12
K/D
C
M8
C
C
Y2
Availability of devices:
• Not all devices identified here are available on all programmable controllers. Ranges
of active devices may vary from PLC to PLC. Please check the specific availability of
these devices on the selected PLC before use. For more information on high speed
counters please see page 4-22. For PLC device ranges please see chapter 8.