



















FX Series Programmable Controllers STL Programming 3
3-17
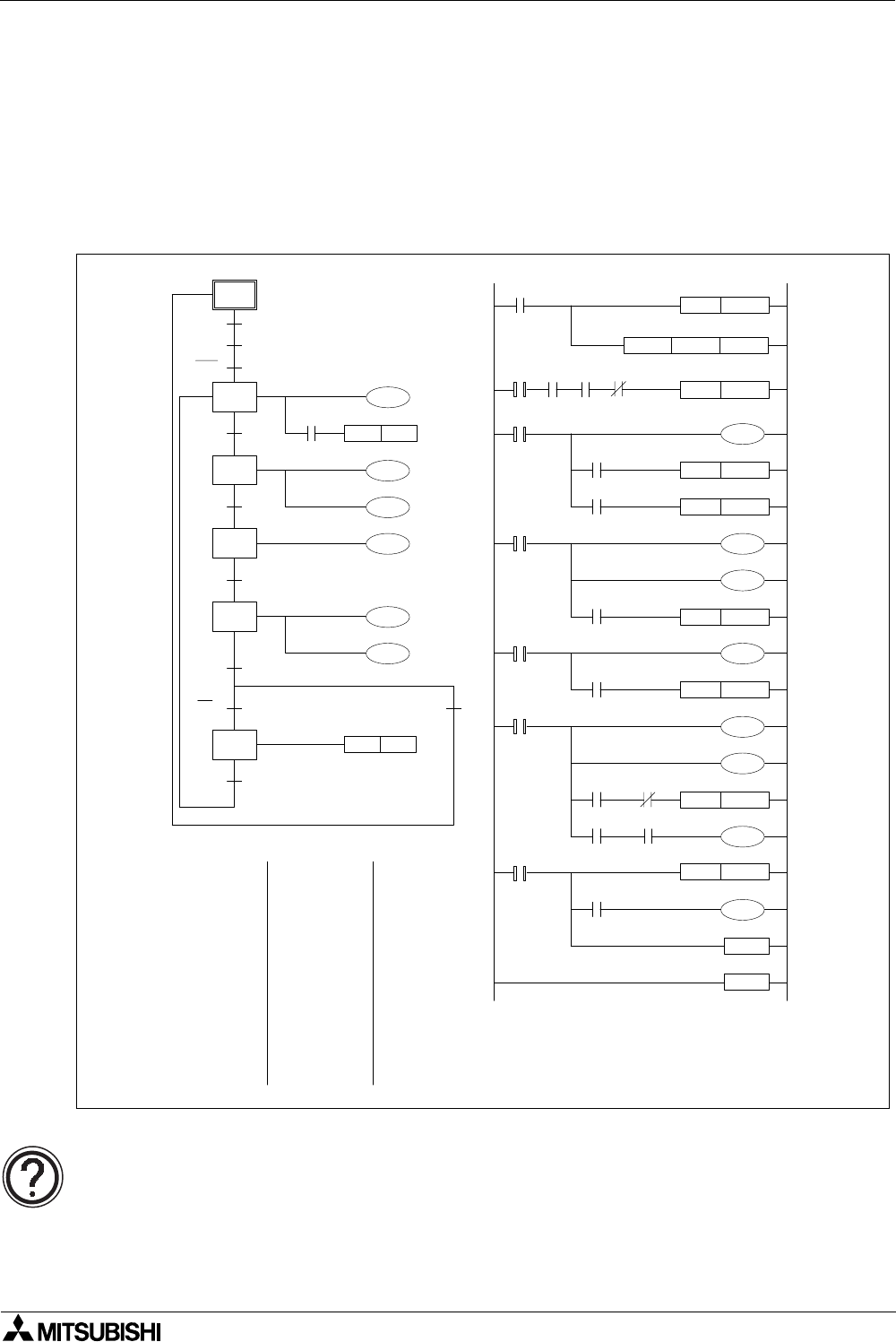
Once at the discharge point the truck opens its bottom doors (Y13). After a timed duration in
which the truck empties its contents, the program checks to see if the repeat mode was
selected on the last cycle, i.e. M2 is reset. If M2 was reset (in state S21) the program ‘jumps’ to
step S21 and the ore truck is returned for immediate refilling. If M2 is not reset, i.e. it is active,
the program cycles back to STL state S0 where the ore truck will wait until the start push
button is given.
This is a simple program and is by no means complete but it identifies the way a series of tasks
have been mapped to an STL flow.
Y10
X1
Y11
X0
T1
Y12
X2
ZRST
S 25
STL
SET S 21
S 21
Y10
RST M 2
X0
STL
S 22
Y11
SET S 23
T1
SET S 22
STL
S 23
Y12
SET S 24
X2
X1
STL
S 24
Y13
T2
M2
STL
S 25
RET
END
STL
S 0
X2X0 Y13
T1
K70
T2
K50
M2
T2
SET S 25
M2
SET M 2
SET S 0
M8002
S 21
S 0
RST
M2
X0
X2
Y13
T1
K70
Y13
T2
K50
M2 M2
SET
M2
M2
2
50
2
2
25
2
2
0
25
2
2
21
OUT
K
LD
ANI
SET
LD
AND
OUT
STL
SET
LD
OUT
RET
END
T
T
M
S
T
M
S
S
M
M
S
1
22
22
11
1
70
1
23
23
12
2
24
24
13
X
S
S
Y
T
T
S
S
Y
X
S
S
Y
LD
SET
STL
OUT
OUT
K
LD
SET
STL
OUT
LD
SET
STL
OUT
8002
0
21
40
25
0
0
2
13
21
21
10
0
2
M
S
S
S
S
X
X
Y
S
S
Y
X
M
LD
SET
ZRST
STL
LD
ANI
AND
SET
STL
OUT
LD
RST
S 21
S 22
S 23
S 24
S 25
T2
S 0
S 21
Identification of normally closed contacts
This example has used the line convention to identify normally closed contacts, for further
variations and different methods used to perform this task please see the information note
page 3-3.