



















OPERATION
B-3 B-3
V350-PRO
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
• The unit will power up in "pre-determined preferred"
trigger modes.
STICK = ON
CV = REMOTE
TIG = REMOTE if remote output controls are attached
to the machine.
TIG = 0N if remote output controls are not attached to
the machine.
For all versions, these trigger modes can be over-ridden
(switched) with the WELD TERMINALS push button. When
changed, the unit will power up in the configuration it was in
when it was last powered down.
5. THERMAL
• This status light indicates when the power source has been
driven into thermal overload. If the output terminals were
"ON", the "ON" light will blink indicating that the output will
be turned back on once the unit cools down to an accept-
able temperature level. If the unit was operating in the
"REMOTE" mode, the trigger will need to be opened
before or after the thermal has cleared and closed after the
machine has cooled down to an acceptable temperature to
establish output.
6. CONTROL-REMOTE / LOCAL
• Two status lights indicate the location of output control as
pre-determined by the power sources auto-configure sys-
tem.
• The LOCAL display will be lit when control is at the power
source.
• The REMOTE display will be lit when a remote pot/control
is detected.
These Output Control configurations can be overridden
(switched) with the CONTROL push button. When changed,
the unit will power up in the configuration it was in when it
was last powered down.
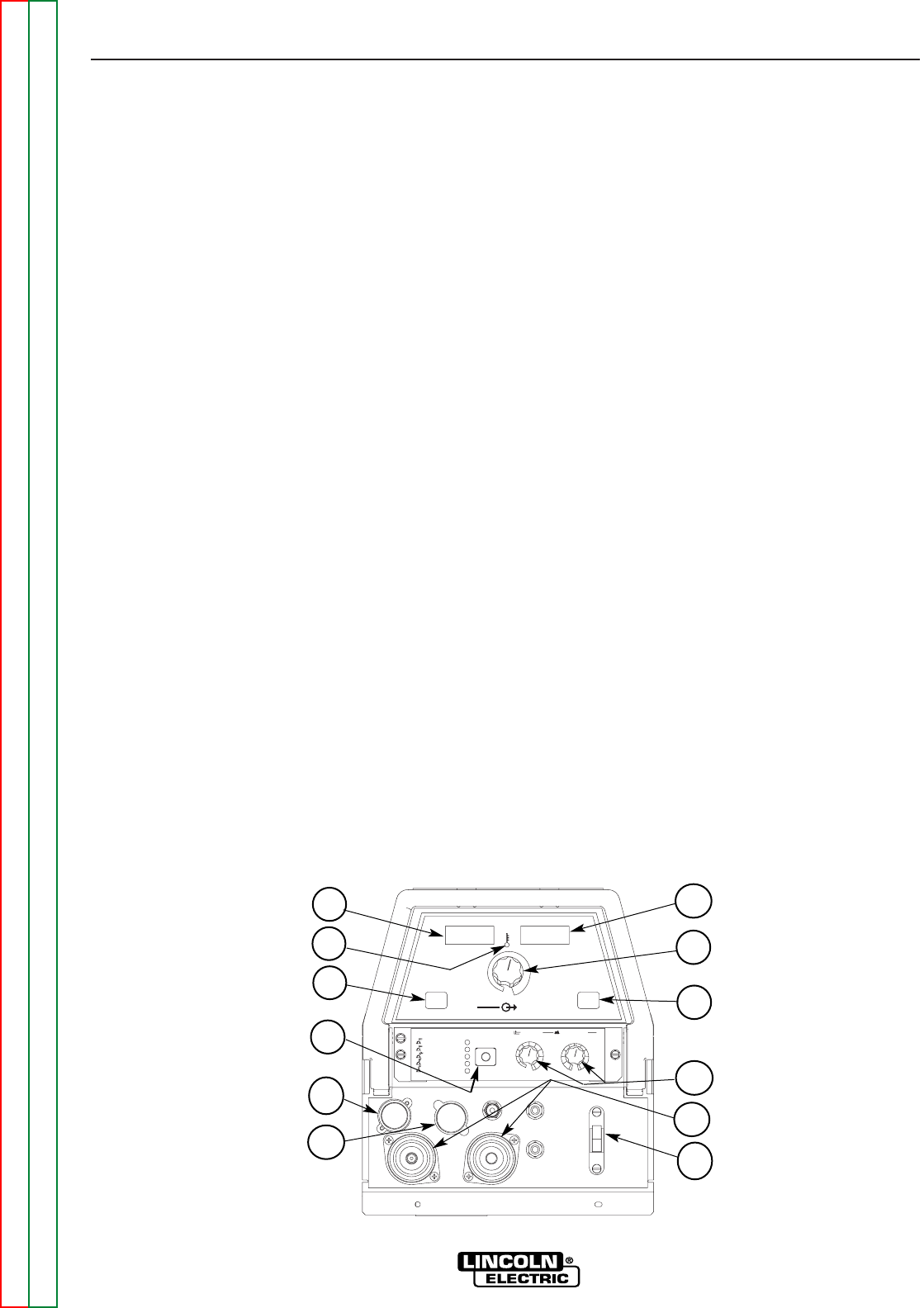
7. WELD MODE SELECT - FACTORY AND
CONSTRUCTION (See Figure B.1)
The Mode Control button selects from the following
welding modes.
CC-STICK SOFT: The Stick Soft process features con-
tinuous control ranging from 5 to 425 amps. This mode
was intended for most SMAW applications, and Arc
Gouging.
• Arc Gouging: Setting the output of the Stick Soft
mode to 425 amps will enable the arc-gouging
mode. The actual output current will depend on the
size of carbon used. The recommended maximum
size carbon is 5/16".
• The Hot Start control regulates the starting current
at arc initiation. Hot Start can be adjusted from min-
imum (0), with no additional current added at arc
start, to maximum (10), with double the preset cur-
rent or 425 amps (max of machine) added for the
first second after arc initiation.
• The Arc Control regulates the Arc Force to adjust
the short circuit current. The minimum setting (-10)
will produce a "soft" arc and will produce minimal
spatter. The maximum setting (+10) will produce a
"crisp" arc and will minimize electrode sticking.
CC-STICK CRISP:The Stick Crisp mode features con-
tinuous control from 5 to 425 amps. This mode was
intended primarily for pipe welding applications.
• The Hot Start control regulates the starting current at
arc initiation. Hot Start can adjust starting current up
or down by 25% of the preset value. The recom-
mended setting for Hot Start is 5 where the initial cur-
rent is equal to the preset current.
REMO
REMO
TE
TE
ON
ON
REMO
REMO
TE
TE
LOCAL
LOCAL
WELD TERMINALS
OUTPUT
CONTROL
SELECT SELECT
MPS
A
OLTS
V
SELECT
SELECT
CC-STICK SOFT 7018
CC-STICK SOFT 7018
CC-STICK CRISP 6010
CC-STICK CRISP 6010
TIG GT
TIG GT
AW
CV
CV
-WIRE
-WIRE
CV
CV
-FLUX CORED
-FLUX CORED
HO
HO
T ST
T ST
AR
AR
T ARC CONTR
ARC CONTR
OL
OL
-4 +4
+2
-2
0
-6 +6
-10
SOFT CRISP
+10
-8
+8
5
4
3
2
1
0
6
10
9
8
7
1
6
5
2
3
4
8
7
11
10
12
9
FIGURE B.1.
Hidden Middle Control Panel – Mode Panel