



















B-11 B-11
V350-PRO
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
SPECIAL WELDING PROCESSES
AVAILABLE ON THIS MACHINE
POWER MODE™
The Power Mode™ process was developed by Lincoln
to maintain a stable and smooth arc at low procedure
settings which are needed to weld thin metal without
pop-outs or burning-through. For Aluminum welding, it
provides excellent control and the ability to maintain
constant arc length. This results in improved welding
performance in two primary types of applications.
• Short Arc MIG at low procedure settings.
• Aluminum MIG welding.
Power Mode™ is a method of high speed regulation of
the output power whenever an arc is established. It
provides a fast response to changes in the arc. The
higher the Power Mode Setting, the longer the arc. If a
welding procedure is not established, the best way to
determine the Power Mode Setting is by experimenta-
tion until the desired output result is established.
In the Power Mode variables need to be set:
• Wire Feed Speed
• Output
• Arc Control
Setting up a Power Mode procedure is similar to set-
ting a CV MIG procedure. Select a shielding gas
appropriate for a short arc process.
• For steel, use 75/25 Ar/CO2 shield gas.
• For Stainless, select a Helium blend Tri-Mix.
• For Aluminum, use 100% Ar.
Start by setting the wire feed speed based upon mate-
rial thickness and appropriate travel speed. Then
adjust the Output knob as follows:
• For steel, listen for the traditional “frying egg”
sound of a good short-arc MIG procedure to know
you have the process set correctly.
• For aluminum, simply adjust the Output knob until
the desired arc length is obtained.
Note the Volts display is simply a relative number and
DOES NOT correspond to voltage.
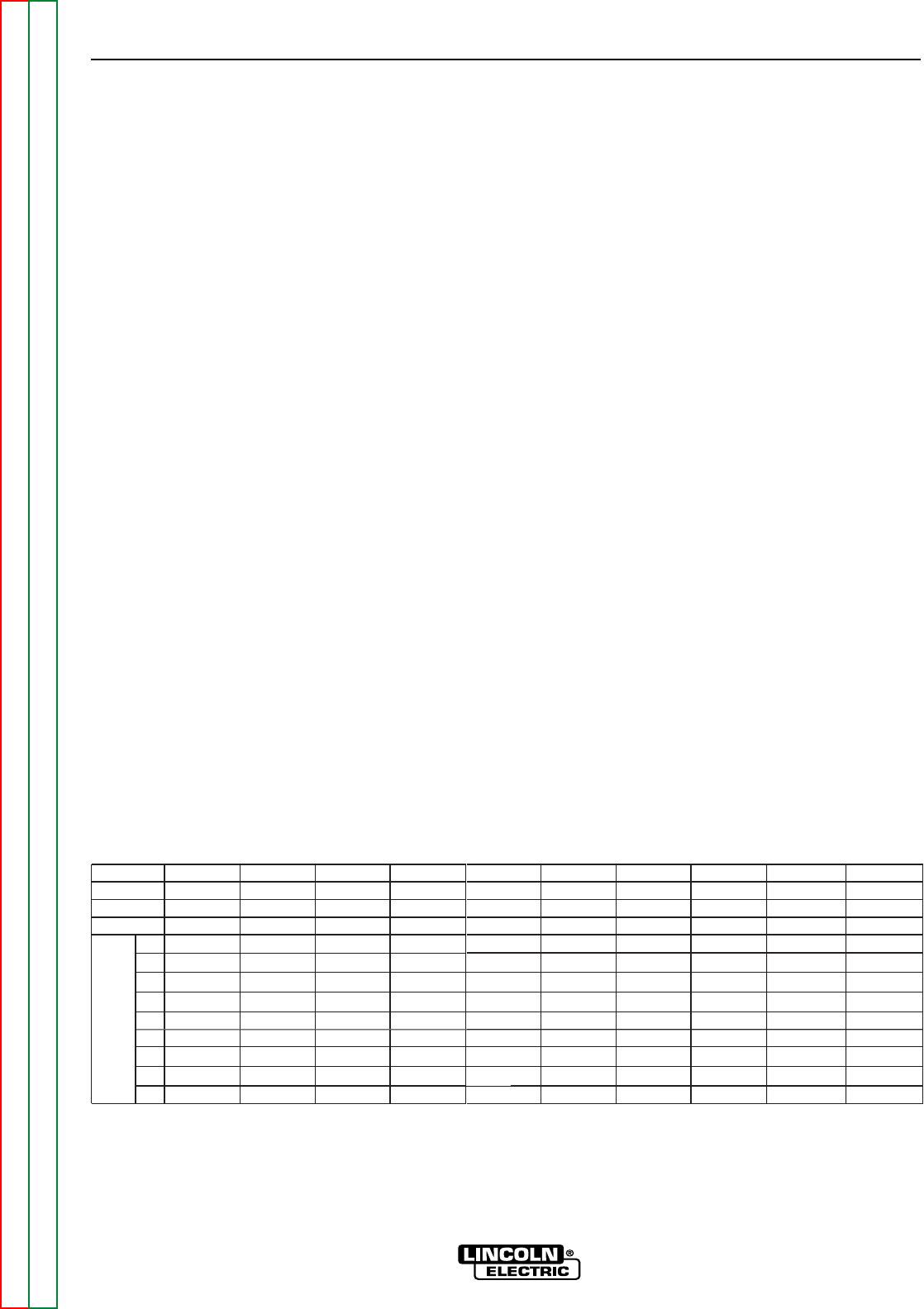
Some procedure recommendations appear in the table
below.
100% Ar. 100% Ar. 100% CO2 100% CO2 100% CO275/25% Ar/CO2 75/25% Ar/CO2 75/25% Ar/CO2 Tri-mix Tri-mix
22 ga.
20 ga.
18 ga.
16 ga.
14 ga.
12 ga.
10 ga.
3/16
1/4
0.035 0.035 0.025 0.025 0.030 0.030 0.035 0.035 0.030 0.035
E4043 E5356 L56 L56 L56 L56 L56 L56 E308L E308L
Aluminum 4043 Aluminum 5356 Mild Steel
Not Recommended Not Recommended
Mild Steel Mild Steel Mild Steel Mild Steel Mild Steel Stainless Steel Stainless Steel
700 / 11
600 / 11.25 600 / 9.5
500 / 10.0 500 / 8.5
450 / 9.5 450 / 8.0
400 / 9.0 400 / 7.5
300 / 7.75 300 / 6.85
200 / 3.75 200 / 3.0
150 / 2.5 150 / 2.3 120 / 1.0
140 / 1.7
190 / 2.0
260 / 3.0
330 / 5.0
120 / 1.0
140 / 1.5
190 / 2.0
260 / 3.0
330 / 4.5
100 / 0.7
110 / 1.5
125 / 2.0
160 / 2.3
230 / 3.5
300 / 6.0
400 / 7.5
100 / 1.0
110 / 1.5
125 / 2.0
160 / 2.3
230 / 3.5
300 / 6.0
400 / 7.0
100 / 2.5 100 / 2.5 110 / 2.0 110 / 2.0
80 / 1.5 50 / 0.5
125 / 3.0 125 / 3.0 140 / 2.5 130 / 2.7
160 / 3.8 160 / 3.5 190 / 3.5210 / 3.0
200 / 5.0 200 / 4.5 270 / 5.0 230 / 6.0
240 / 6.5 240 / 7.0 325 / 6.5 300 / 7.0
125 / 2.25 125 / 1.75 100 / 0.8 90 / 1.0
MATERIAL
MATERIAL THICKNESS
WFS / POWER MODE SETTING
GAS
WIRE SIZE
WIRE
Recommended Welding Procedures for Power Mode
OPERATION