



















OPERATION
BB-9 BB-9
V160-S & -T
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
DIP Switch 4: 4 Step Restart Enable
This controls the 4 Step Restart function. When the
switch is ON the 4 Step Restart function is enabled.
("Foot pedal" remote controls should never be used
with the 4 step sequences.)
4-Step Restart Disabled (DIP Switch 4 = OFF)
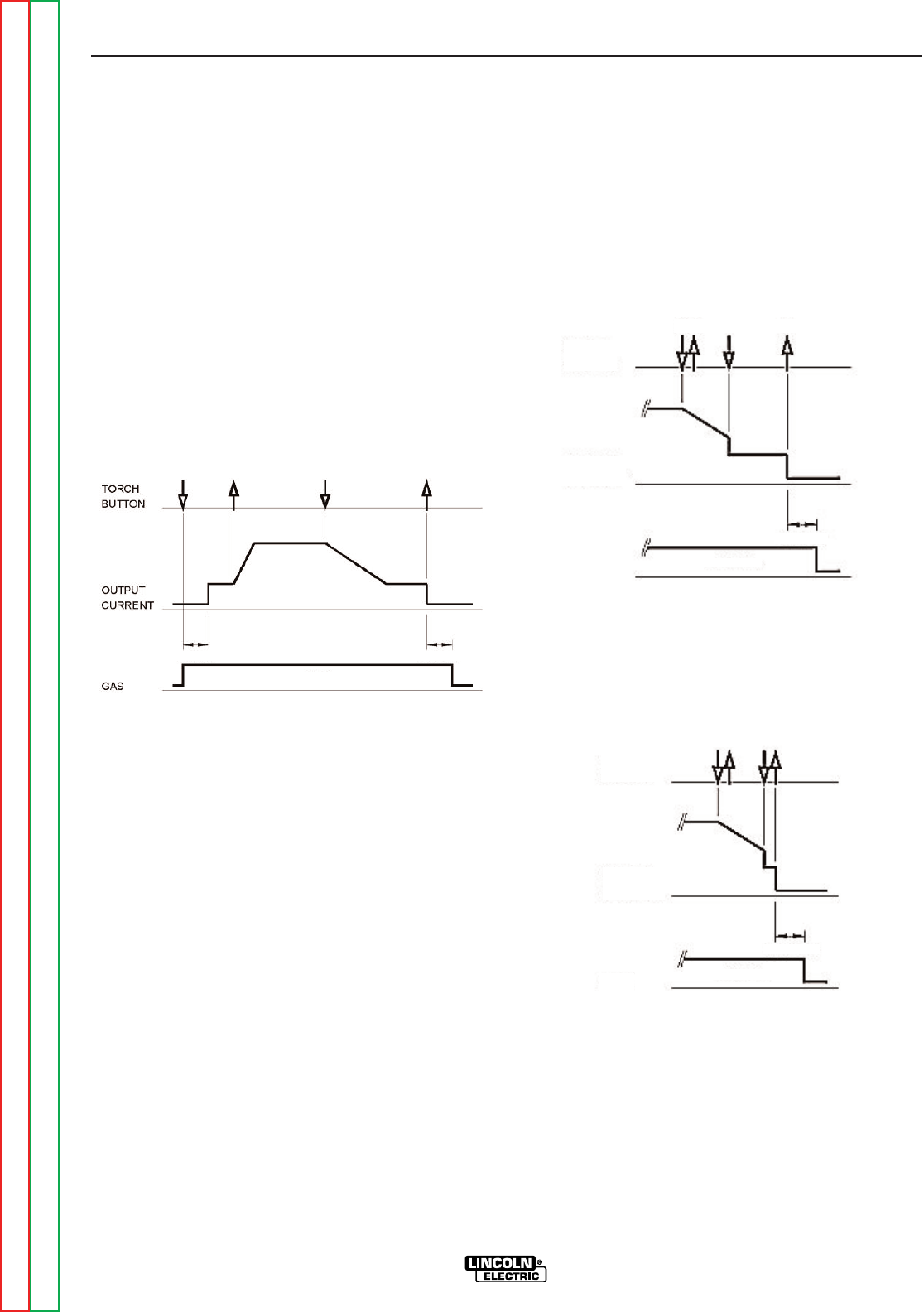
1. Press and hold the TIG torch trigger to start the
sequence. The machine will open the gas valve to
start the flow of the shielding gas. After the preflow
time, the output of the machine is turned ON. At this
time the arc is started according to the selected
welding mode (Lift TIG or HF TIG). After the arc is
started the output current will be at the Start/Crater
current. This condition can be maintained as long or
as short as necessary.
FIGURE BB.7
If the Start/Crater current is not necessary, do not hold
the TIG torch trigger as described at the beginning of
this step. Instead, quickly press and release it. In this
condition, the machine will automatically pass from
Step 1 to Step 2 when the arc is started.
2. Release the TIG torch trigger to start the main part
of the weld. The output current will be increased
(upslope) to the welding current.
3. Press and hold the TIG torch trigger when the main
part of the weld is complete. The machine will now
decrease the output current at a controlled rate
(downslope), until the Start/Crater current is
reached. This Start/Crater current can be main-
tained as long or as short as necessary.
3A. If it is not necessary to maintain the Start/Crater
current, the TIG torch trigger can be pressed and
released instead of holding it. In this case, step 4
will automatically follow.
4. Release the TIG torch trigger. The output current of
the machine will turn OFF and the gas valve will
remain open for the duration of the postflow time.
As shown in figure BB.8, after the TIG torch trigger
is quickly pressed and released from step 3A, it is
possible to press and hold the TIG torch trigger
another time to end the downslope time and main-
tain the output current at the Start/Crater current.
When the TIG torch trigger is released the output
will turn OFF and postflow will begin.
FIGURE BB.8
As shown in figure BB.9, again after the TIG torch
trigger is quickly pressed and released from step
3A, it is possible to quickly press and release the
TIG torch trigger a second time to end the downs-
lope time and stop welding.
FIGURE BB.9
(1)
(
4)
(3)(2)
P
OST-FLOW
POST-FLOW
––GAS ON––
TORCH
BUTTON
OUTPUT
CURRENT
GAS
(3A) (4)
P
OST-FLOW
––GAS 0N––
TORCH
BUTTON
OUTPUT
CURRENT
GAS
(3A)
POST-FLOW
––GAS ON––