



















OM-196 188 Page 111
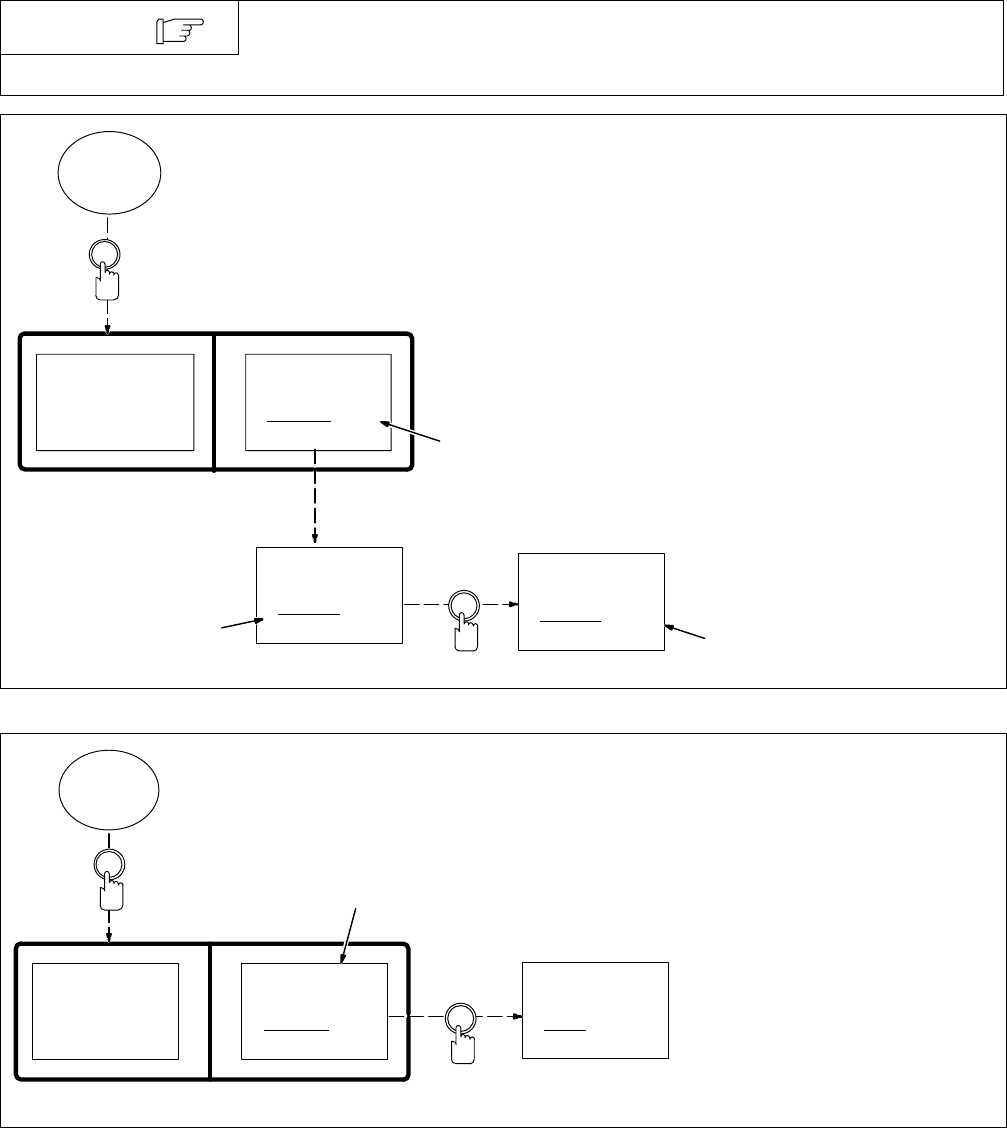
14-7. Selecting Arc Start Method
Arc Start selection is not used when welding in non-pulsed MIG.
Do not use the Hot Start setting for .035 in (9 mm) or smaller wire.
NOTE
ArcStart
Type
> Hot Start
1 Standard Start
Welding operation is performed at
set values for welding parameters.
2 Hot Start
Use the Hot Start mode for pulse
welding when high initial weld
current is necessary to start large
diameter welding wires. When in
Hot Start, welding power source
starts the arc in the CV mode and
switches to CC once the arc is
started.
3 Soft Start
Use the Soft Start mode for .035 in
(9 mm) or smaller wire. Low wire
feed speeds may also require the
Soft Start mode. Arc start is at 75%
of maximum amperage for pulse
welding and once an arc is
established, welding is performed
at set parameter values.
1
Aux Output
Voltage
> ArcStart
Arc Time
Pulse
ArcStart
> Standard
ArcStart
Type
> SoftStart
Press Mode
Select
Increase
Access
Setup
Display
2
3
1 Arc Time Display
The unit accumulates arc hours up
to 9999.99 hours or 999999 weld
cycles before rolling over to zero
(0). The arc timer can be reset using
this display or by performing a total
reset (see Section 14-12).
1
Voltage
ArcStart
> Arc Time
Wirefeed
0 .00 Hrs
0 Cycl
> No Reset
0.00 Hrs
0 Cycl
> Reset
Press
14-8. Resetting Arc Time
Press Mode
Select
Increase
Access
Setup
Display