



















OM-196 188 Page 120
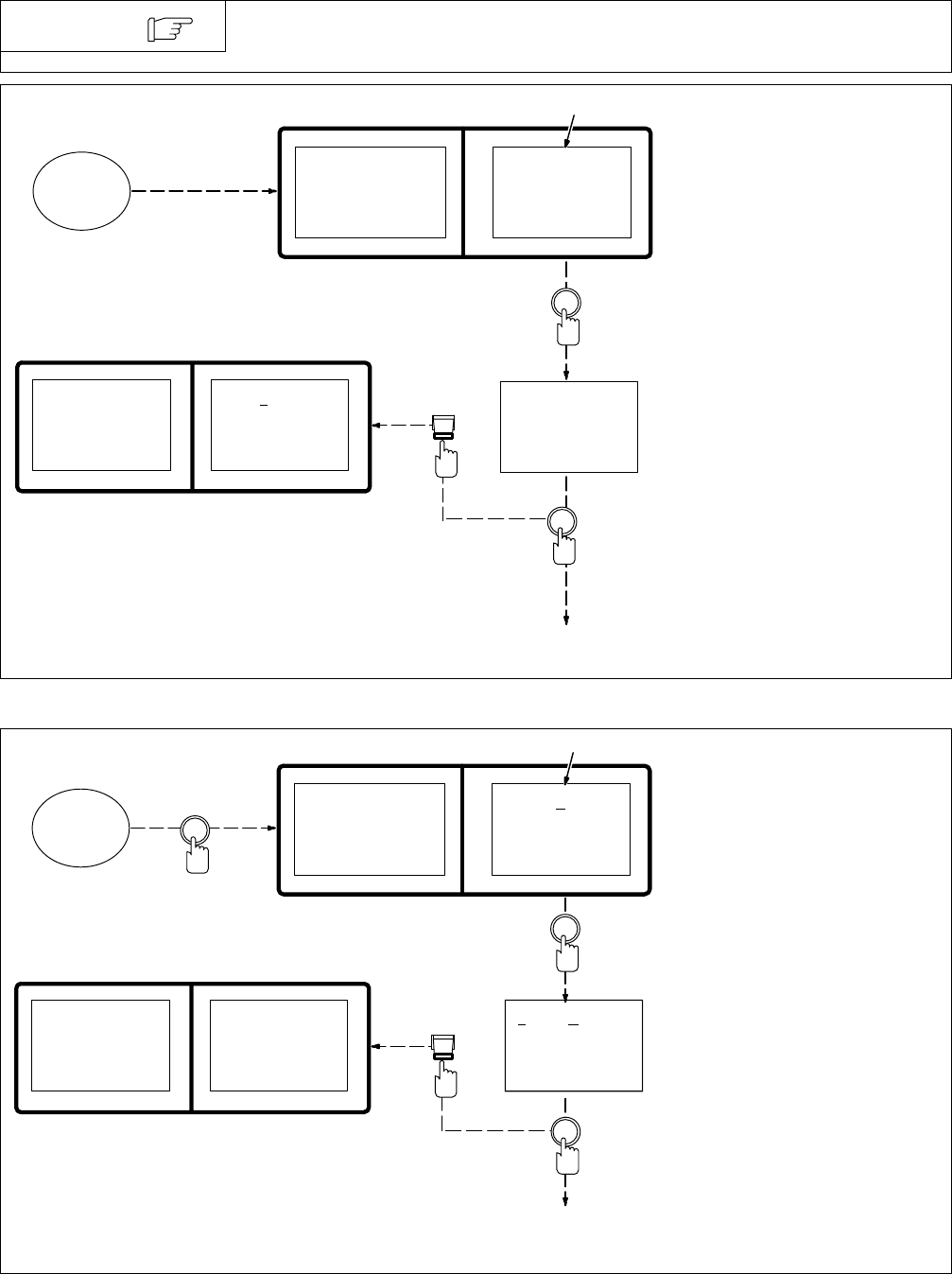
15-2. Setting Rise Time Parameter
Maximum Rise Time setting will make the welding power source go to its
maximum output in the maximum amount of time (1250 amperes per millisecond).
NOTE
1 Rise Time Display
Setting is depend on desired arc
characteristics. Make a sample
weld after each setting until desired
arc characteristics are obtained.
Use Increase or Decrease button to
change setting.
Range is 250 to 1250 amperes per
millisecond (A/ms).
Press Mode Select button to go to
next parameter or cycle power off
and back on at power switch to sav-
e setting and exit Control menu.
1
Access
Control
Display
Increase/Decrease
> Process
Sequence
SharpArc
Card
> Prg 1
Pulse
035” Steel
Argon – Oxy
> Rise Time
Adaptive
AutoConfig
Retract
A/ms
> 800
Mode
Select
Go To
Section 15-4
Or
Power
Switch
A/ms
> 680
15-3. Setting Adaptive Parameters
1 Adaptive Parameter Display
Settings allow user to choose be-
tween two adaptive programs, A or
B.
Use Increase or Decrease button to
change setting.
Press Mode Select button to go to
next parameter or cycle power off
and back on at power switch to sav-
e setting and exit Control menu.
. For more detailed information
on A vs. B adaptive programs,
consult factory specialist.
1
Access
Control
Display
Increase/
Decrease
>Process
Sequence
SharpArc
Card
> Prg 1
Pulse
035” Steel
Argon – Oxy
Rise Time
> Adaptive
AutoConfig
Retract
> Adapt A
Mode
Select
Or
> Adapt B
Go To
Section 15-4
Power
Switch
Press Mode
Select