


















GEK–91584D, Vertical Drilling Motor, Type GE752
18
2. Turn the feed control to back the stones away
from the commutator before starting the ma-
chine.
NOTE: If possible, use some method of collect-
ing the copper chips and abrasive dust pro-
duced by the grinding operation. For example,
use a vacuum cleaning device with the suction
wand set just behind the trailing edge of the
stones.
Grinding
1. Apply power to the machine and gradually in-
crease speed to 900–1000 rpm.
NOTE: Do not grind the commutator to a depth
where no mica undercut remains, or to a diame-
ter which is smaller than the minimum permis-
sible diameter listed in the DATA section.
2. Begin grinding by radially feeding the stones
lightly against the commutator. Then, slowly
move the carriage back and forth longitudinally
across the surface. When the cutting action of
the stone ceases, again feed the stone lightly
against the commutator and continue grinding.
Use care to make a light cut and to avoid chatter.
Cutting action should take place at the trailing
edge of the stones. Heavy cuts will cause exces-
sive copper drag.
3. Grind the commutator to obtain a uniformly
smooth surface, but do not remove any more
copper than necessary.
4. Lighten the cutting pressure on the stones near
the end of the grinding operation. If medium–
grade stones were used, stop the motor, change
to finish–grade stones and repeat Steps 1, 2, 3
and 4. After the final cut, traverse the stones
back and forth without changing the feed until
cutting action ceases.
5. Remove power from the machine.
6. Check commutator runout with a dial indicator.
Refer to the DATA section for concentricity limits.
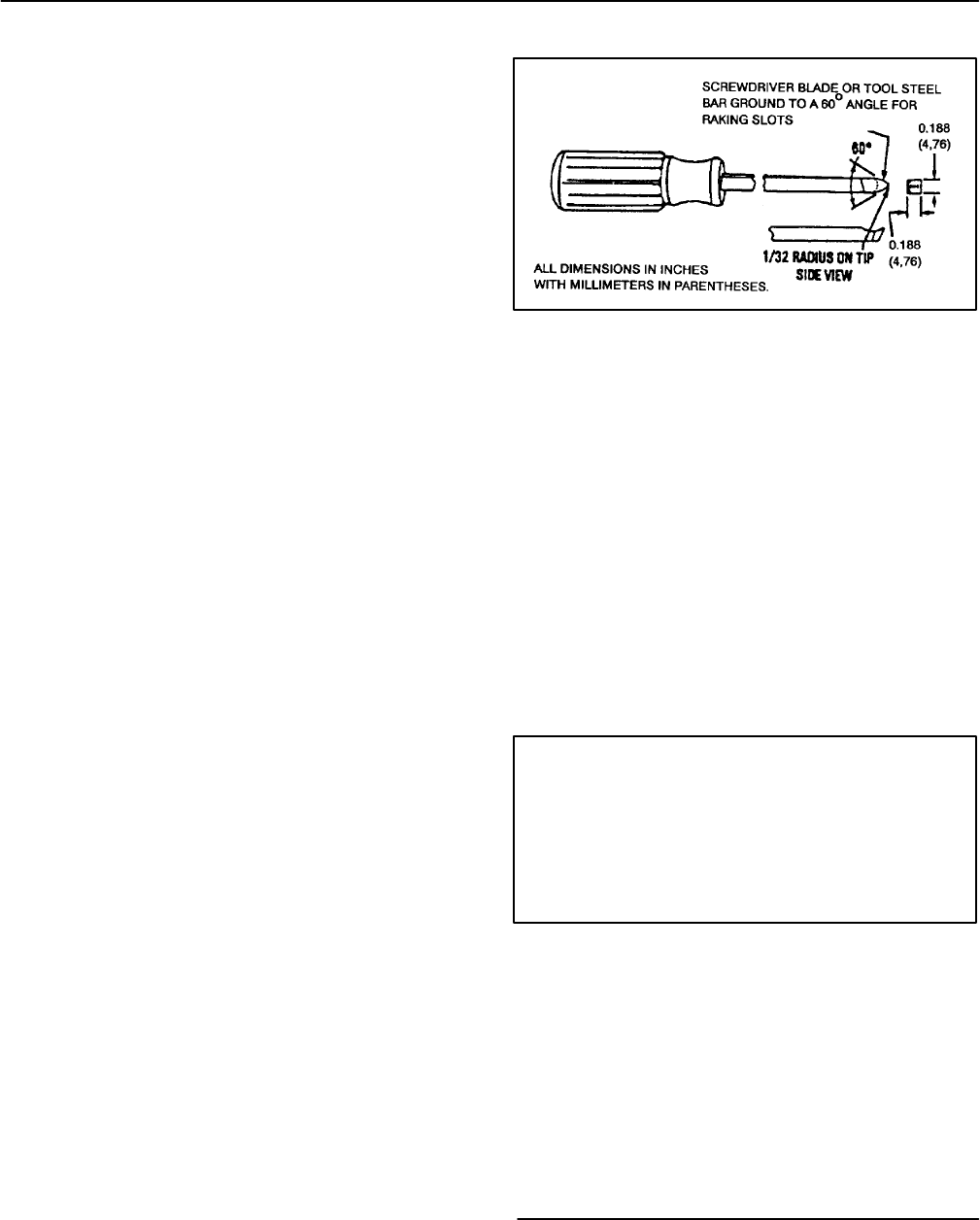
FIG. 12. COMMUTATOR SLOT RAKING TOOL.
E–19771A.
7. If necessary, continue grinding to meet concen-
tricity values listed in the DATA section.
8. Remove the grinder.
9. See Fig. 12 for slot raking tool. Rake the commu-
tator slots to remove projecting mica fins or cop-
per whiskers.
10. Run the machine again at 1000 rpm and polish
the commutator with 00 sandpaper, crocus cloth
or 400A Triemite* paper. The abrasive sheet
should be mounted on a wooden block curved to
fit the surface of the commutator.
CAUTION: Never use an emery cloth on this or
any commutator. The abrasive particles on
emery cloth scratch the commutator surface
and lodge in the grooves between commuta-
tor segments. This condition creates the pos-
sibility of an eventual flashover which could
seriously damage the machine.
11. Blow the dust from the commutator and the inte-
rior of the motor with dry, compressed air. Hold
the air nozzle one to two inches from the surface
of the commutator and sweep nozzle longitudi-
nally to dislodge copper chips and mica dust.
12. Air cure the commutator. See the following sec-
tion for air curing instructions.
*Product of Minnesota Mining and Manufacturing
Co.