


















Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
F-83 F-83
TROUBLESHOOTING & REPAIR
SQUARE WAVE TIG 355
Clamping procedure for 1/4-20 cap
screws. Note: This procedure can only
be used with 1/4-20 cap screws. Do
not use cap screws with any other
type thread, or the new SCR will be
damaged. Do not overtighten the cap
screws. The leaf spring will apply the
required clamping force to the SCR.
a. Do not turn the nuts. While
holding the nuts stationary,
turn the cap screws only with
the following procedure.
b. Tighten first cap screw 1/4
turn.
c. Tighten second cap screw 1/2
turn.
d. Tighten the first cap screw 1/2
turn.
e. Tighten the second cap screw
1/4 turn.
f. Tighten the first cap screw 1/8
turn.
g. Tighten the second cap screw
1/8 turn. Stop. The assembly
now has the proper clamping
force.
8) Perform the Active SCR Test.
10. Install the output rectifier heat sink assem-
bly back into the machine. See Output
Rectifier Removal and Replacement in
this section of the manual.
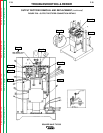
FIGURE F.31 – SCR CLAMP ASSEMBLY DETAILS – 5/8” WIDE SPRING
SCR REMOVAL AND AND REPLACEMENT (continued)
SCR
Plastic Housing
Steel Pressure Pad
Heat Sink
Heat Sink
Cap Screw
Leaf Spring
Plain Washer
Clamp Nut