



















WELDING MODE DESCRIPTIONS
CONSTANT VOLTAGE WELDING
For each wire feed speed, a corresponding voltage is
preprogrammed into the machine through special soft-
ware at the factory. The preprogrammed voltage is the
best average voltage for a given wire feed speed. With
synergic programs, when the wire feed speed changes,
the Power Wave will automatically adjust the corre-
sponding voltage.
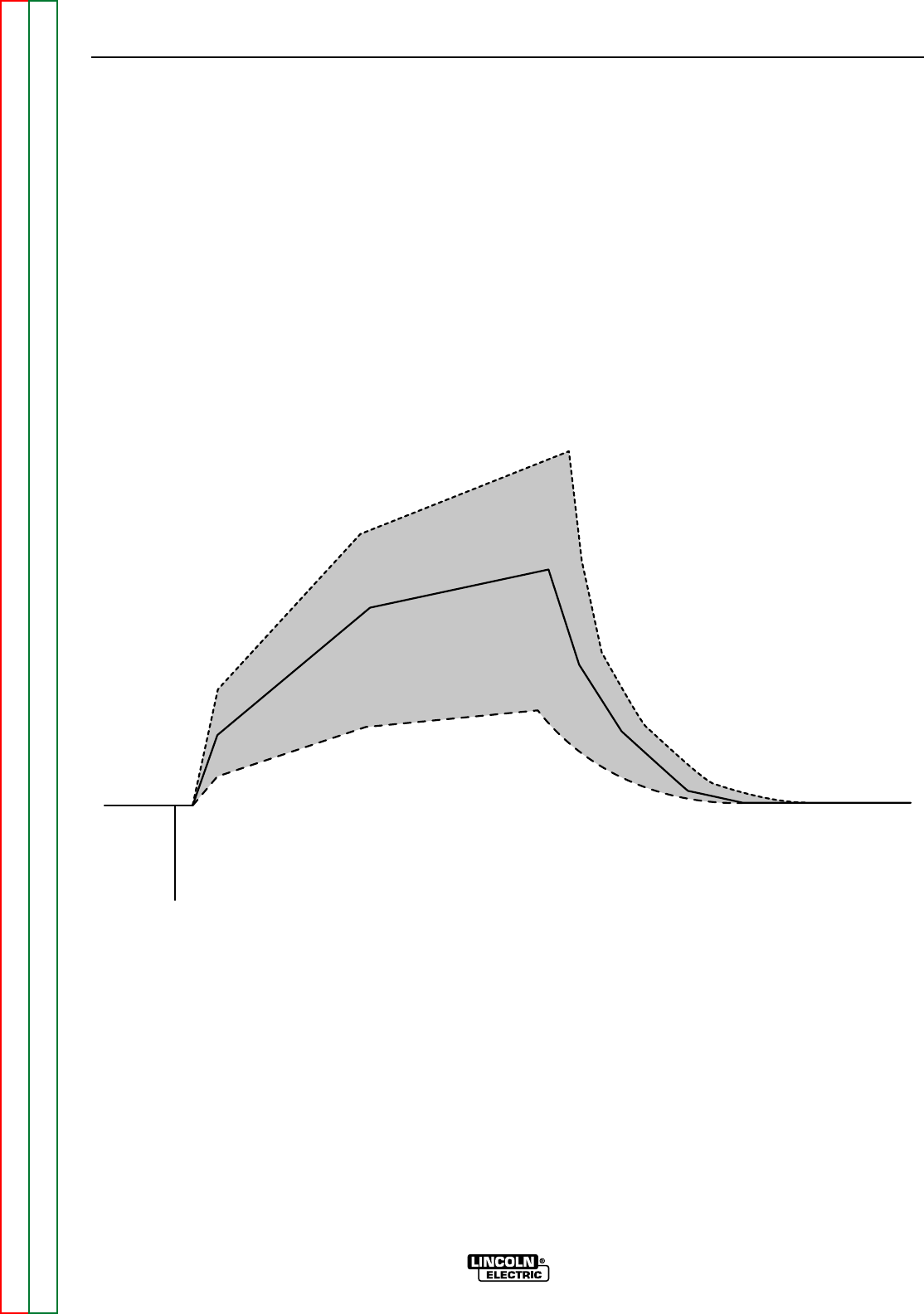
Wave control adjusts the inductance of the waveshape.
(This adjustment is often referred to as "pinch". In-
ductance is inversely proportional to pinch.) Increasing
wave control greater than 0 results in a harsher, colder
arc, while decreasing the wave control to less than 0
provides a softer, hotter arc. (See Figure B.2.)
B-7 B-7
OPERATION
POWER WAVE 455/R
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
Current
Time
Wave Control +10.0
Wave Control -10.0
Wave Control 0.00
FIGURE B.2 – CV WAVE CONTROL CHARACTERISTICS