



















Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
TROUBLESHOOTING & REPAIR
F-43 F-43
LN-9 Wire Feeder
WIRE SPEED ACCURACY TEST (continued)
TEST PROCEDURE
Perform the following checks with the LN-9 wire
feeder connected to a Lincoln CV welding power
source according to the proper connection dia-
gram. (See the Installation section of this manu-
al.)
A. Check for the proper wire feed inches per
revolution of the drive roll.
1. Set the LN-9 wire speed control for
between 50 and 120 IPM (1.27 to 3.17
M/MIN).
2. Measure the precise length of wire fed by
exactly 10 revolutions of the drive rolls.
This measured length should be 53.0 +/-
.8 inches (1.35 +/-.02 meters). If not,
there may be a problem with the wire or
the wire feed path. See the
Troubleshooting Guide (Feeding
Problems)
in this section of the manual.
Also check for correct drive roll tension
adjustment.
B. Check for the proper drive roll revolutions
per minute.
1. Adjust the LN-9 wire speed control for the
LN-9 actual speed meter readings given
in the table below.
2. Compare the corresponding LN-9 drive
roll RPM (counted revolutions in 60 sec-
onds) and LN-9 SET speed meter read-
ings with the table below. The numbers
should match. If not, perform the
Meter
Circuit Accuracy Test.
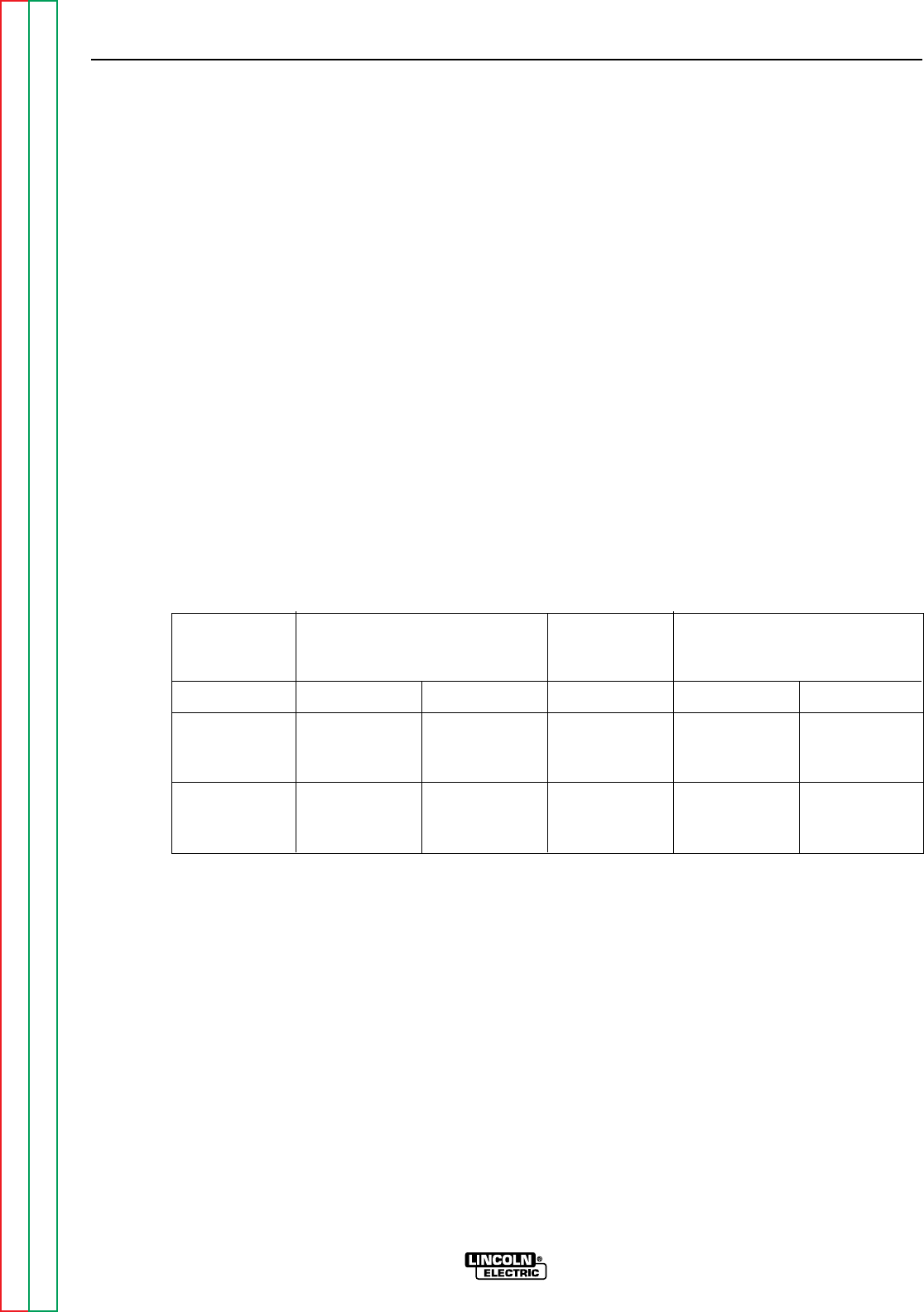
MODEL ACTUAL SPEED METER MEASURED SET SPEED METER
READING DRIVE ROLL READING
SPEED
MODEL IN/MIN M/MIN RPM IN/MIN M/MIN
LN-9 158 4.0 30 +/- 1/2 158 +/- 2 04.0 +/- .1
or 316 8..0 60 +/- 1 316 +/- 2 08.0 +/- .1
LN-9F
LN-9H 161 4.1 30 +/- 1/2 161 +/- 3 04.1 +/- .1
or 322 8.2 60 +/- 1 322 +/- 3 08.2 +/- .1
LN-9FH