



















To Use the RANGER 10-LX for AC/DC TIG
(Constant Current) Welding:
1. Connect the K930-1 TIG Module to the RANGER
10-LX. Follow the installation instructions provid-
ed with the kit. Also be sure to follow the special
machine grounding instructions given in the man-
ual.
2. Refer to the instruction manual with the TIG mod-
ule (IM 528) for operation with a RANGER 10-LX
and proper machine settings.
3. Set the OUTPUT RANGE dial to the appropriate
setting for the electrode you are using. Refer to
IM -528 with the TIG module or refer to Table B.2
for AC TIG welding.
4. Set the POLARITY SWITCH to the desired polarity.
5. Do not AC TIG weld on the 250 AC range setting.
The output current may exceed the rating of the
RANGER 10-LX.
6. Start the arc and begin welding.
NOTE: When using the RANGER 10-LX for AC TIG
welding of aluminum, the TIG Module is to be
set for CONTINUOUS HF.
After you finish welding:
1. Stop the diesel engine. See Engine Operation in
this section of the manual.
2. Allow the electrode and work to cool completely.
3. Remove the work clamp from the work.
OPERATION
B-11 B-11
RANGER 10-LX
Return to Section TOC Return to Section TOC Return to Section TOC Return to Section TOC
Return to Master TOC Return to Master TOC Return to Master TOC Return to Master TOC
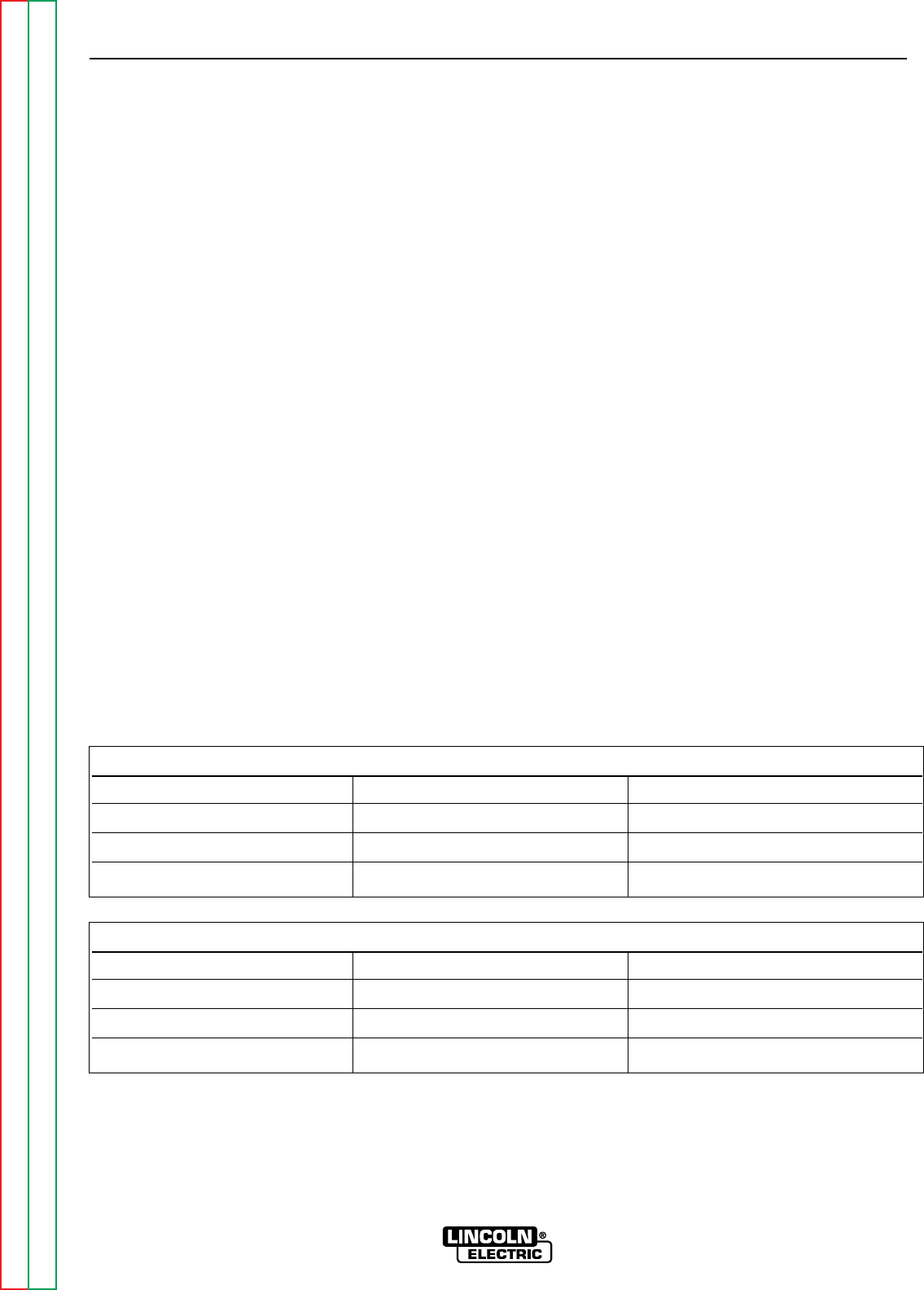
TABLE B.2 - AC TIG WELDING – TIG ELECTRODE/RANGE SETTINGS
Settings for Pure Tungsten
Tungsten Diameter (inches) Range Switch Settings Appropriate Current Range
1/8 65, 90 or 120
(1)
100 - 200 Amps
3/32 45, 65 or 90 50 - 100 Amps
1/16 45, 65 or 90 45 - 150 Amps
Settings for 1% Thoriated Tungsten
Tungsten Diameter (inches) Range Switch Settings Appropriate Current Range
1/8 90, 120, or 160 160 - 250 Amps
3/32 45, 90, or 120 100 - 180 Amps
1/16 45 or 90 60 - 120 Amps
(1)
The welding current will be approximately 200 amps with the range switch set at 120 and the OUTPUT CON-
TROL set at 10. Do not use a range setting higher than 120 for AC TIG welding.