



















VILTER MANUFACTURING CORPORATION
VILTER MultiCylinder Compressor
400 Series VMC 2/01
SERVICE - 9 - Replaces all Previous Issues
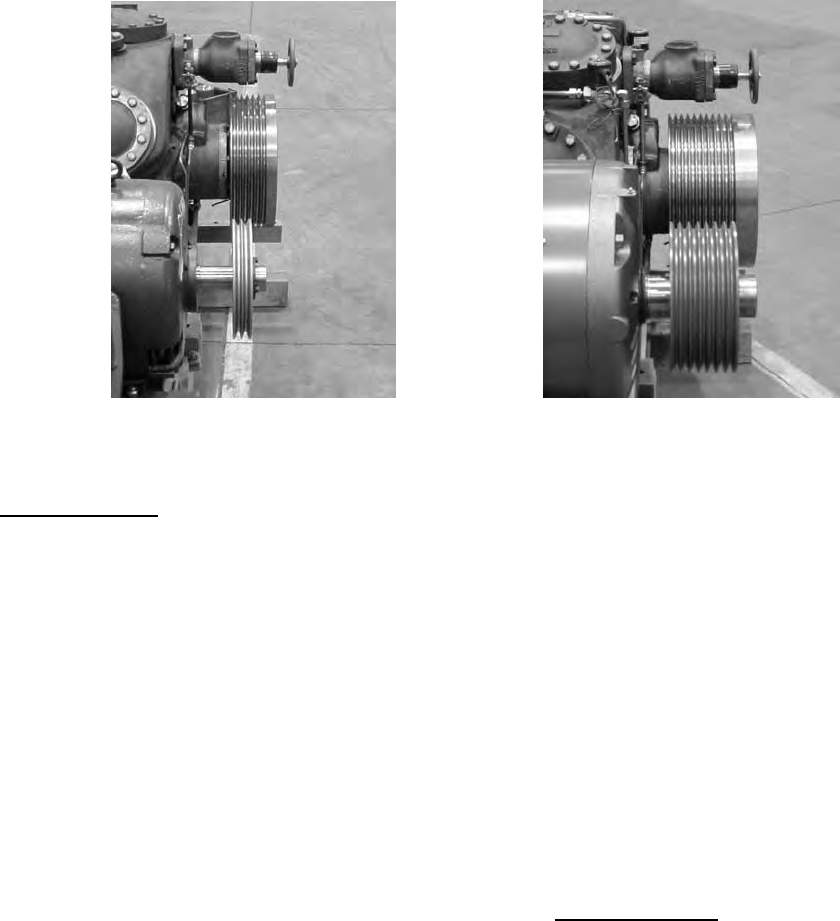
456XL Booster 458XL High Stage
FIGURE 5. UNIT BELTING REQUIREMENTS DUE TO HORSEPOWER
4. Drive Inspection
(cont’d)
The groove bottom should also be checked
for polishing, as this indicates the belt is not
riding correctly in the groove. What has
happened is the belt or groove has worn to
the point the belt is actually rubbing on the
bottom of the groove. This effectively
changes the pitch diameter of the sheave or
pulley for that groove, causing the belt to
operate at a different speed than the rest.
This will result in excessive heat and wear to
the drive components.
When drive components are replaced, it is
necessary to replace them with identical
components. Due to operating conditions
and the horsepower requirements of the
compressors, the number of belts on a com-
pressor package can vary from 2 through 10
belts and not all flywheel grooves will be
filled.
Drive belts should be inspected for abrasion,
tearing, separation or checking that would
indicate possible damage to drive compo-
nents or alignment problems. They should
also be inspected for sharp bends and kinks
while they are slack as this indicates internal
damage due to incorrect installation tech-
niques. The belts can be cleaned at this
time. Only soap and water should be used
to clean the belts and other components.
Belt dressing should never be used on drive
components, as it will attack the elastomer
used in construction of the belts.
Belts should always be changed in sets to
minimize length variations between used and
new belts. Note the match numbers on the
belts. The same number must be on all belts
in the set.
5. Drive Installation
If installation is new and the belts are being
installed for the first time, the following items
must be taken care of before the belts can
be installed.