



















138 7 Programming: Canned Cycles, sub-programs
7.1 Explaining Basic Cycles
Absolute Zero Set
Absolute Zero is the X0, Y0, Z0 position for absolute dimensions. Refer
to chapter 3 "Manual Data Input (MDI)" on page 38 for more
information on Absolute positioning.
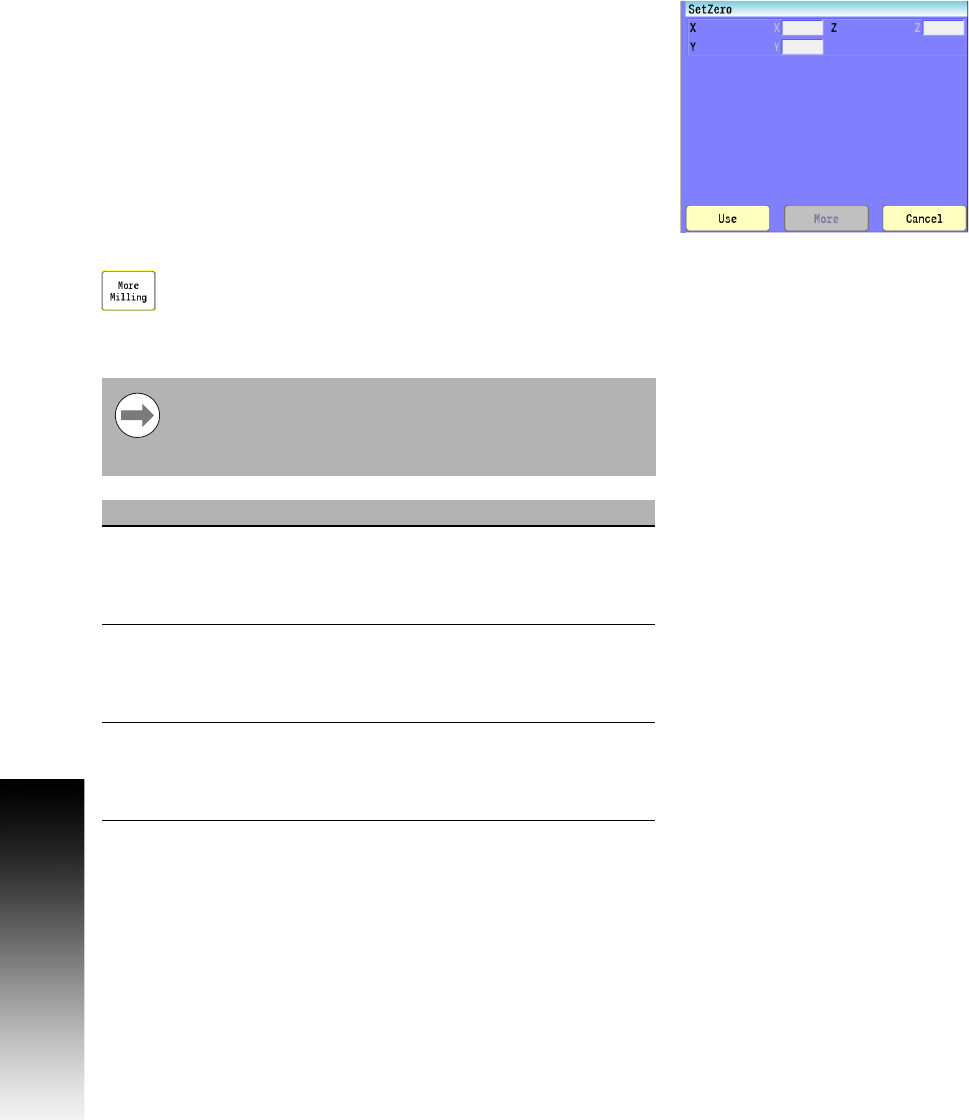
A SetZero block sets the Absolute Zero Reference of one or more axes
to a new position. Use SetZero in one of two ways: to reset X0 Y0 Z0
or to preset the current location to the specified coordinates.
In axis presetting, non-zero values set the current machine position to
the specified coordinates. In axis resetting, X0, Y0 and Z0 values set
the current machine position as the new Absolute Zero Reference.
In G-code programming, the equivalent G92 (Absolute Zero) cancels
Mirroring (G100), Axis Rotation (G68), and Axis Scaling (G72).
Select the More Milling button, and then "SetZero"
from the pop-up menu.
Conversational format: SetZero
G-code format: G92
It is recommended to use Fixture Offset instead of
Absolute Zero. Absolute Zero should only be used in
programs. If programmed in MDI, the Absolute Zero
cancelled when the 3500i is switched to Auto.
Field Code Description
X X The new X-Axis coordinate to assign to the
current machine position. Use a value of "0"
to define the position as the new Absolute
Zero Reference.
Y Y The new Y-Axis coordinate to assign to the
current machine position. Use a value of "0"
to define the position as the new Absolute
Zero Reference.
Z Z The new Z-Axis coordinate to assign to the
current machine position. Use a value of "0"
to define the position as the new Absolute
Zero Reference.