



















178 7 Programming: Canned Cycles, sub-programs
7.2 Canned Cycles
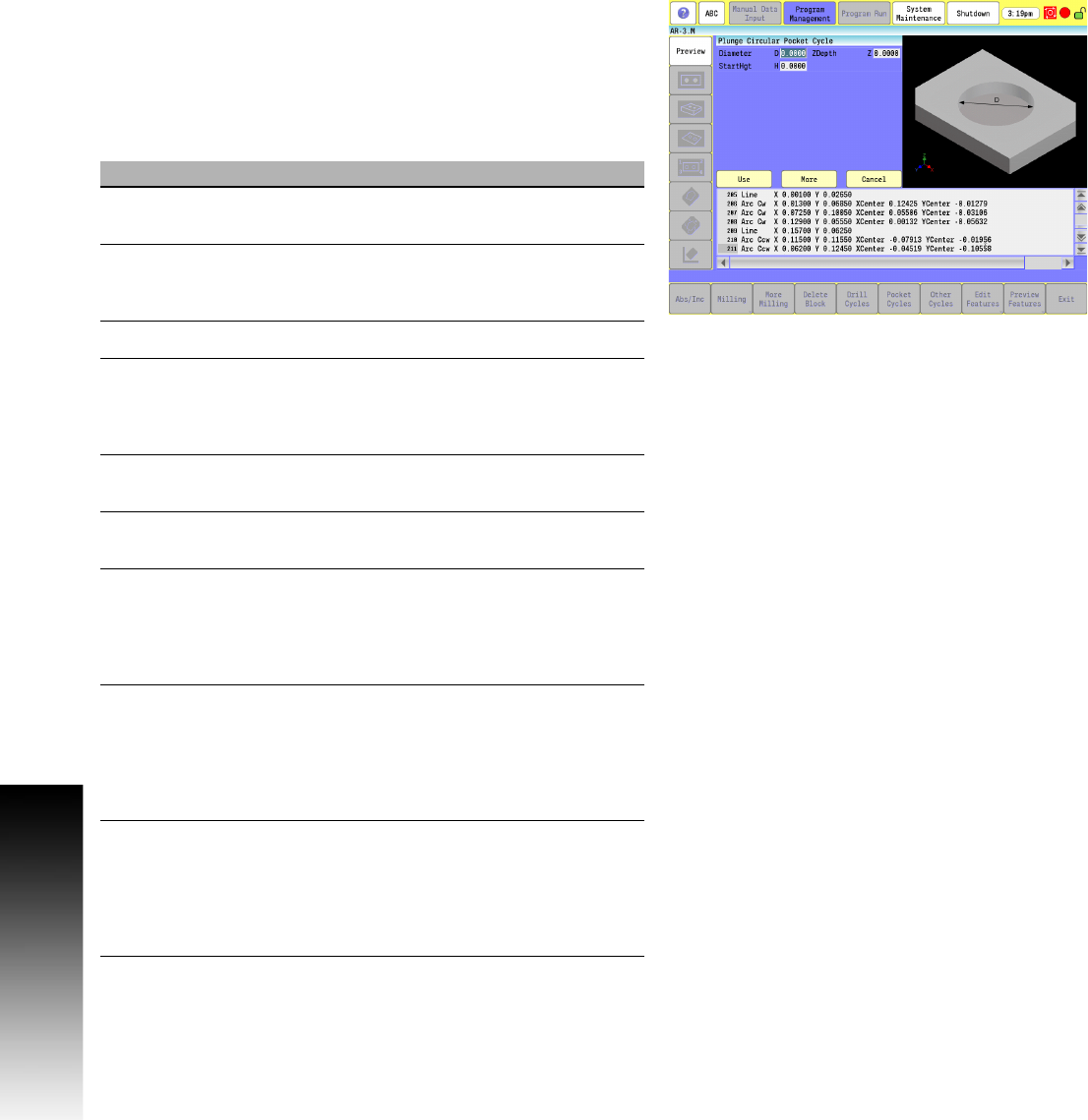
Plunge Circular Pocket Cycle
Use the plunge circular pocket cycle for carbide tooling, when a
multiple-axis ramp-in move is not possible. The Z-axis plunges
(single axis) to programmed depths. You must position the tool
directly over the center of the pocket prior to the plunge circular
pocket cycle block, or use the X Y words.
Activate the tool prior to programming so the cutter diameter is
known.
Field Code Description
Diameter D Diameter of pocket in X and Y axes.
(Required)
StartHgt H Z absolute starting height (0.1” or 2 mm
above surface). Executed in rapid.
(Required)
ZDepth Z Absolute depth of pocket. (Required)
StepOver A The distance the tool steps over (width of
cut) in the X and Y axes as it mills out the
pocket. Defaults to tool radius, which is the
max.
XCenter X X coordinate of the pocket center point.
Defaults to current position.
YCenter Y Y coordinate of the pocket center point.
Defaults to current position.
DepthCut B The depth of each cut per pass. Defaults to
tool diameter. Max is the full ZDepth in
parameter Z, less bottom finish stock. A
negative value will cause the finish pass to
finish the side walls in steps down.
FinStock S Amount of stock left by the roughing
passes for a finish pass. This amount
applies to the sides and bottom unless R
(SideStock) is defined; then, S (FinStock)
only applies to the bottom. Default is no
stock left.
SideStock R Amount of stock left by the roughing
passes for a finish pass. This amount
applies to the sides and bottom unless R
(SideStock) is defined; then, S (FinStock)
only applies to the bottom. Default is no
stock left.