



















154 7 Programming: Canned Cycles, sub-programs
7.2 Canned Cycles
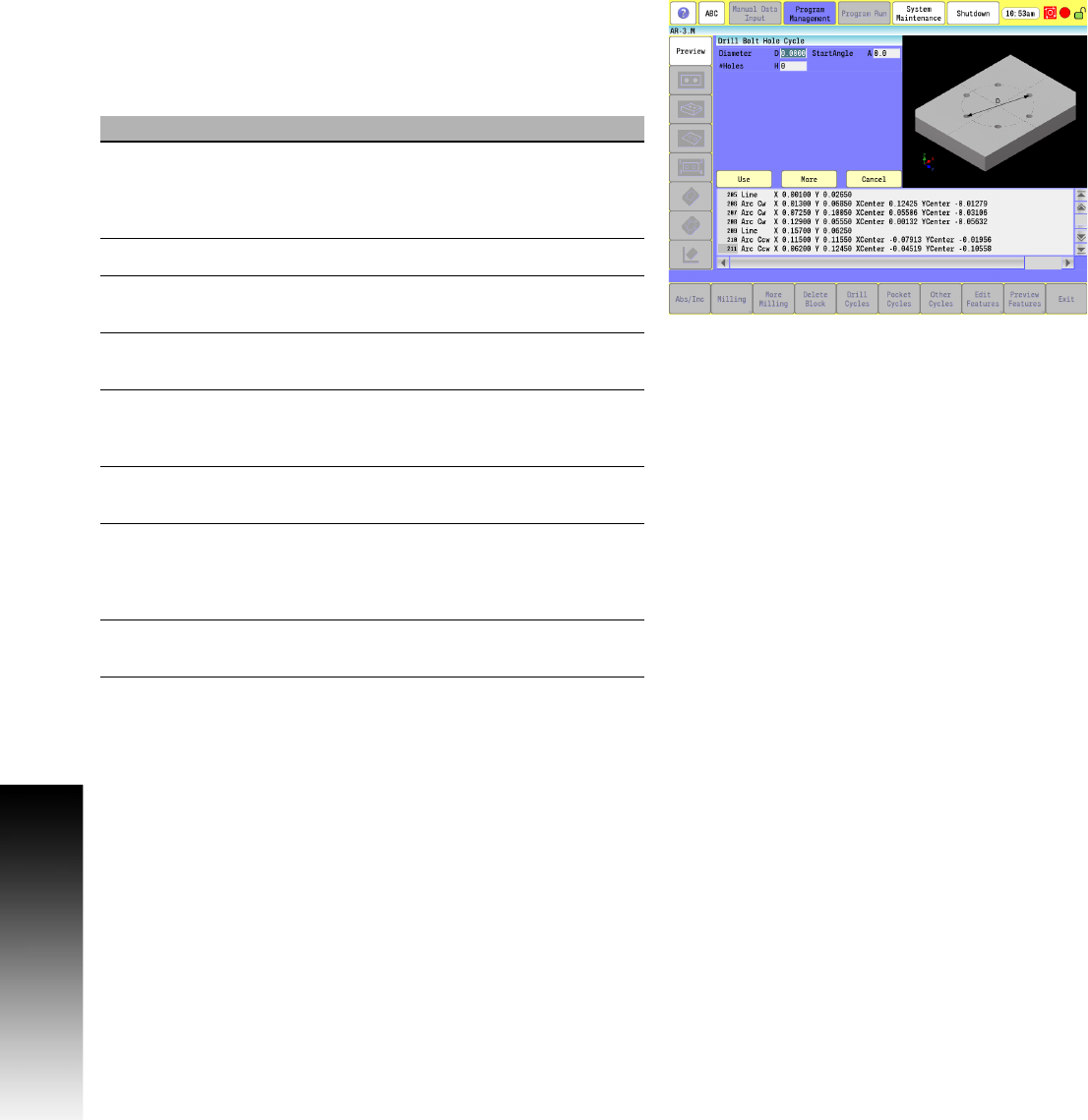
Drill Bolt Hole Cycle
Use the drill bolt hole cycle to drill a partial or full bolt circle. A drill
cycle must be programmed prior to the bolt hole cycle. You can
move around the pattern clockwise or counterclockwise, either
point to point or along a radius. The cycle calculates the hole
locations, and uses the Polar Coordinate System for dimensions.
G-code format: G79
Field Code Description
Diameter D Diameter of bolt circle. Tool normally
moves from hole to hole in a CCW (positive)
direction. For CW direction, D = negative.
(Required)
StartAngle A Angle of the first hole. (Required)
#Holes H Number of holes in full bolt circle.
(Required)
XCenter X Absolute X center of the bolt-circle.
Defaults to current position.
Index
Angle
C Rotates the Polar Coordinate System by
entered angle. Default: 0 degrees (3
o'clock). CCW = positive, CW = negative.
YCenter Y Absolute Y center of the bolt-circle.
Defaults to current position.
RadialPath R Move from hole to hole on a radius. Set to
1.0 to activate circular path between holes.
Defaults to straight-line path between
holes.
EndAngle B Angle of the last hole. If there is no B value,
the CNC executes a full bolt hole circle.