



















ACU-RITE 3500i 165
7. 2 C a n n e d C y c l e s
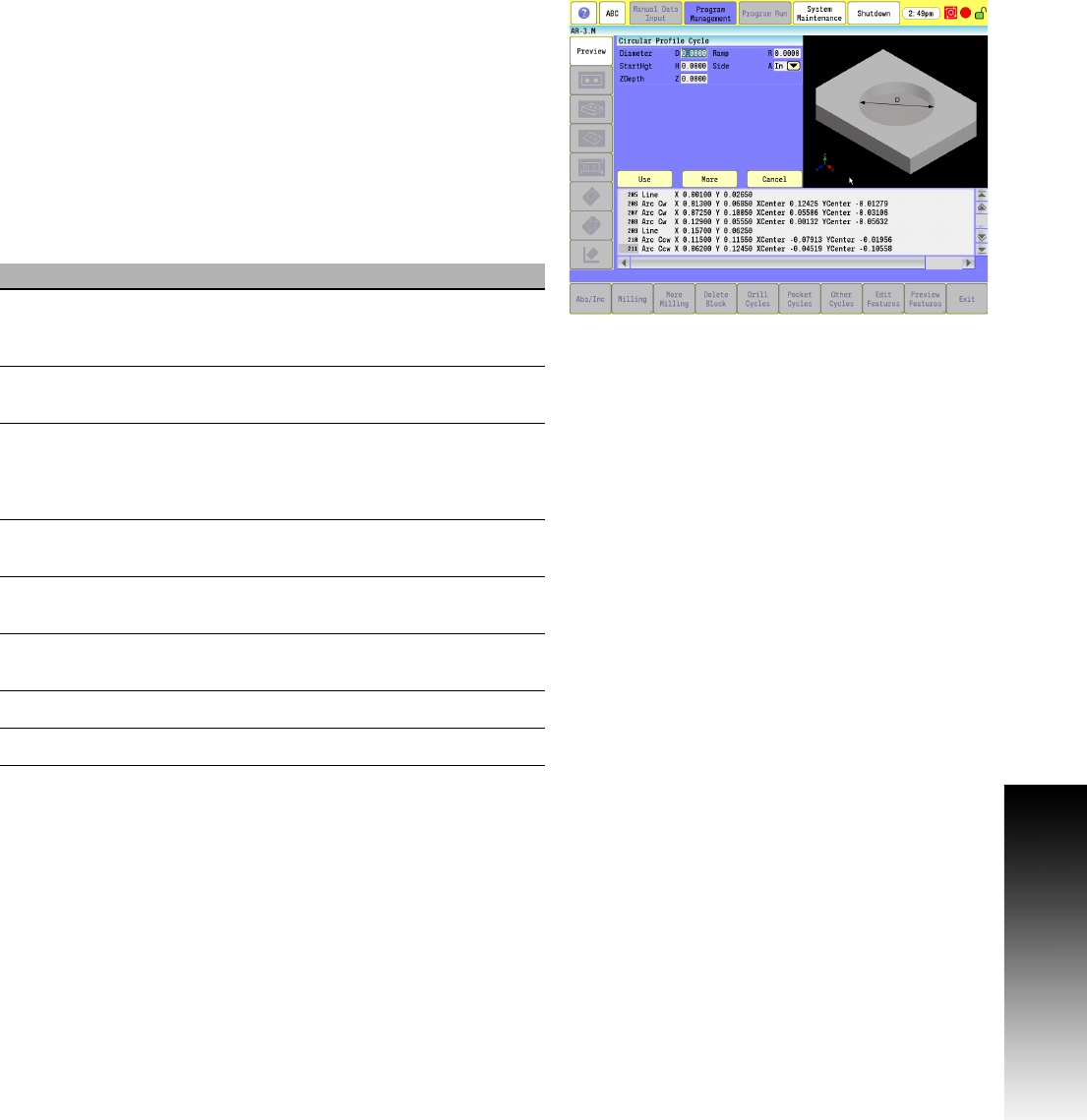
Circular Profile Cycle
The Circular Profile Cycle cleans up the inside or outside profile of an
existing circle.
When executed, the CNC rapids to Ramp#1 starting position, rapids
to H (StartHgt), then feeds to the depth of the first cut.
The machine feeds into the profile along Ramp #1, cuts the circle to
the specified D (Diameter) then ramps away from the work along
Ramp #2.
When cutting an outside profile, the tool ramps into the work along
Ramp #1 and away from the work along Ramp #2.
The Circular Profile Cycle automatically compensates for tool
diameter. Activate the correct tool diameter before the cycle block.
Field Code Description
StartHgt H Z absolute starting (rapid) height (must be
0.1” or 2 mm above surface to be cut into).
Executed in rapid. (Required)
ZDepth Z Absolute depth of the finished profile.
(Required)
Diameter D Finished diameter of circle. If you enter a
negative value, both the direction of cut and
the starting and endpoints reverse.
(Required)
Ramp R Ramp distance used for each pass.
(Required)
XCenter X X coordinate of the center. Default: Present
position.
YCenter Y Y coordinate of the center. Default: Present
position.
DepthCut B Z-axis increment used for each pass
ZFeed I Z-axis feedrate