



















ACU-RITE 3500i 237
7.4 Sub-programs
Rotate, Mirror, and/or Scale a sub-program
Use RMS blocks to Rotate, Mirror, and/or Scale sub-programs. These
functions turn off when the sub-program ends.
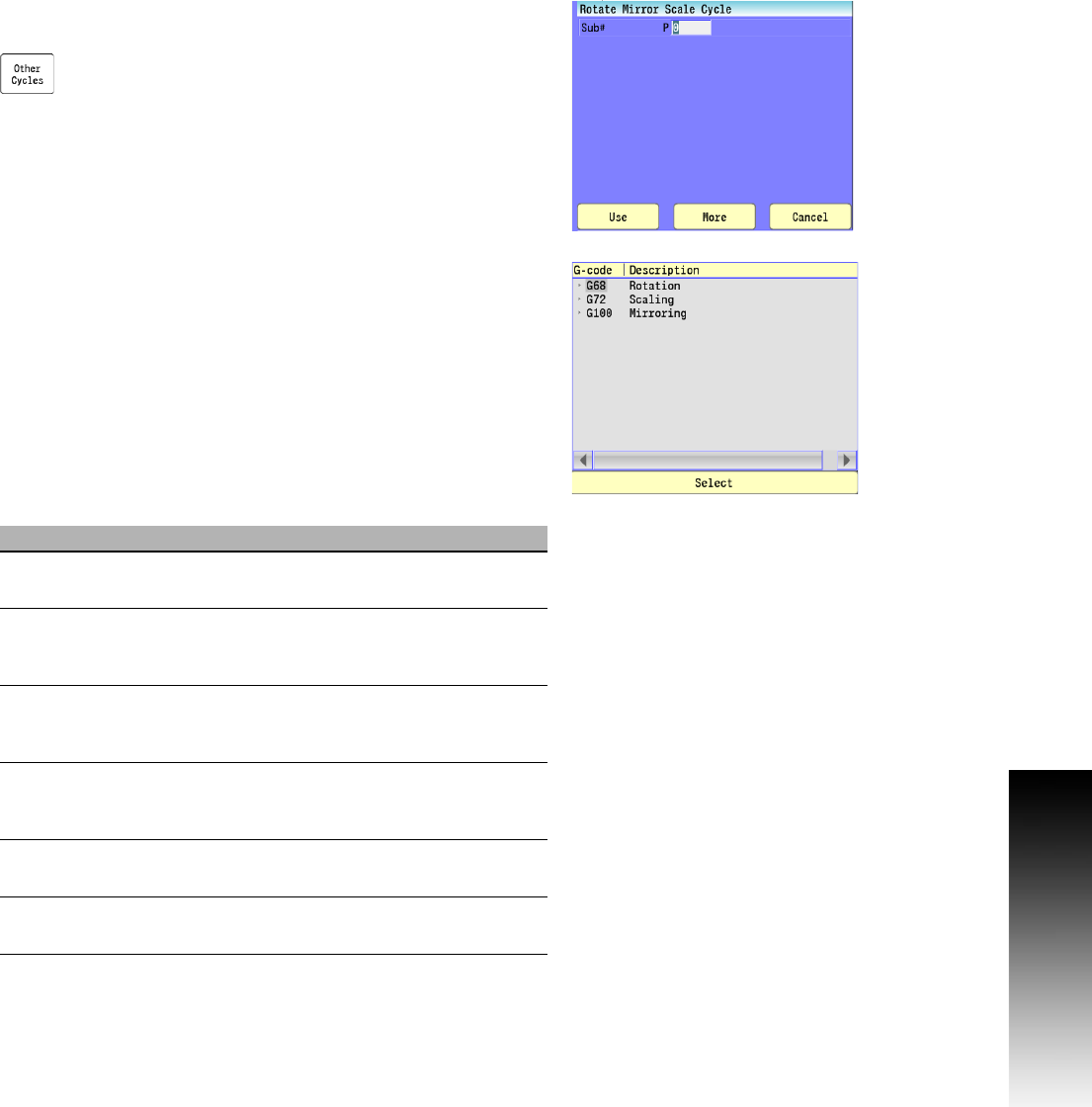
Select "Other Cycles" and then "RMS" from the pop-up
menu.
Conversational format: RMS
Patterns commanded by the program can be rotated using polar
coordinates. Any angle can be described as positive or negative,
depending on how it is referenced. CCW from 0 degrees is positive.
CW from 0 degrees is negative.
G-code formats: G68
Mirroring reverses the sign (+/-) of subsequent numbers and
movements, resulting in a reflection of the original pattern.
G-code formats: G100
Use Scaling to enlarge or reduce patterns commanded by the
program. If a variable word is not given, it is assumed to be x1 factor.
Axes for circular motion must have the same factor.
Tool length offsets, diameter offsets, tool wear factors, and tool
diameter compensation are not affected by scaling.
G-code format: G72
Field Code Description
Sub# P The number designation of the
sub-program to be used. (required)
#Loops M The number of times the sub-program will
execute before returning back to the main
program.
StartAngle F Polar degree angle which the pattern will
rotate for the first Loop. Defaults to same
as Angle.
Angle C Polar degree angle which the pattern will
rotate for the remaining Loops. Defaults to
same as StartAngle.
XCenter I X-Axis coordinate for the point of rotation,
the point about which rotation occurs.
YCenter J Y-Axis coordinate for the point of rotation,
the point about which rotation occurs.