



















9. Adjustment
9 - 25
No. Abbrev. Parameter name Explanation Setting range
SV027 SSF1 Servo function
selection 1
F E D C B A 9 8 7 6 5 4 3 2 1 0
zrn2 ovs lmc zrn3 vfct
bit Meaning when "0" is set Meaning when "1" is set
A
B
ovs
Set the compensation amount with SV031 (OVS1) and SV042 (OVS2).
00: Overshooting compensation stop 10: Setting prohibited
01: Setting prohibited 11: Overshooting compensation type 2
No. Abbrev. Parameter name Explanation Setting range
Set the compensation amount based on the motor’s stall current.
Increase by 1% and determine the amount that overshooting doesn’t
occur. When OVS2 is "0", setting values in both of the + and –directions
are applied.
SV031 OVS1 Overshooting
compensation 1
When you wish different compensation amount depending on the
direction
When SV042 (OVS2) is "0", compensate with the value of SV031
(OVS1) in both of the + and -directions.
If you wish to change the compensation amount depending on the
command direction, set this and SV042 (OVS2). (SV031: + direction,
SV042: - direction. However, the directions may be opposite
depending on other settings.)
When “-1” is set, the compensation won’t be performed in the
direction of the command.
-1 to 100
(Stall current %)
SV042 OVS2 Overshooting
compensation 2
Set this with SV031 (OVS1) only when you wish to set the overshooting
compensation amount to be different depending on the command
directions. Set to “0” as a standard.
-1 to 100
(Stall current %)
No. Abbrev. Parameter name Explanation Setting range
FEDCBA98765 4 3 2 10
ovsn zeg
bit Meaning when "0" is set Meaning when "1" is set
C
D
E
F
ovsn
Set the non-sensitive band of the overshooting compensation type 3 in
increments of 2µm at a time.
In the feed forward control, the non-sensitive band of the model position
droop is set, and overshooting of the model is ignored.
Set the same value as the standard SV040.
SV034 SSF3 Servo function
selection 3
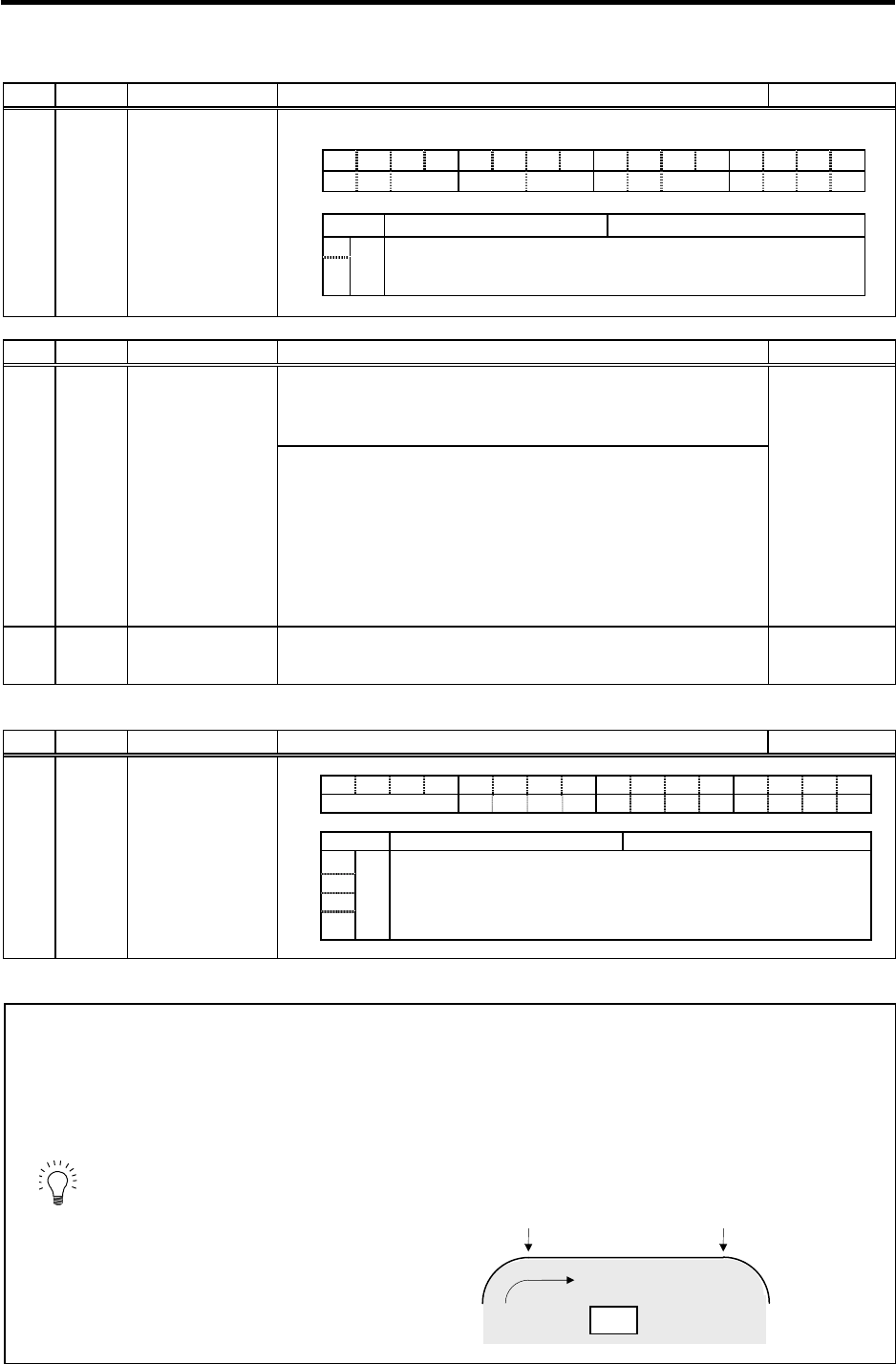
POINT
1. When either parameter SV031 (OVS1) or SV042 (OVS2) is set to 0, the same
amount of compensation is carried out in both the positive and negative
direction.
2. To compensate in only one direction, set -1 in the parameter (OVS1 or OVS2)
for the direction in which compensation is prohibited.
3. For contour cutting, the projection at the arc end point is compensated with
OVS compensation. LMC compensation is carried out at the arc starting
point.
Work
LMC compensation
OVS compensation
Cutting direction