



















9. Adjustment
9 - 33
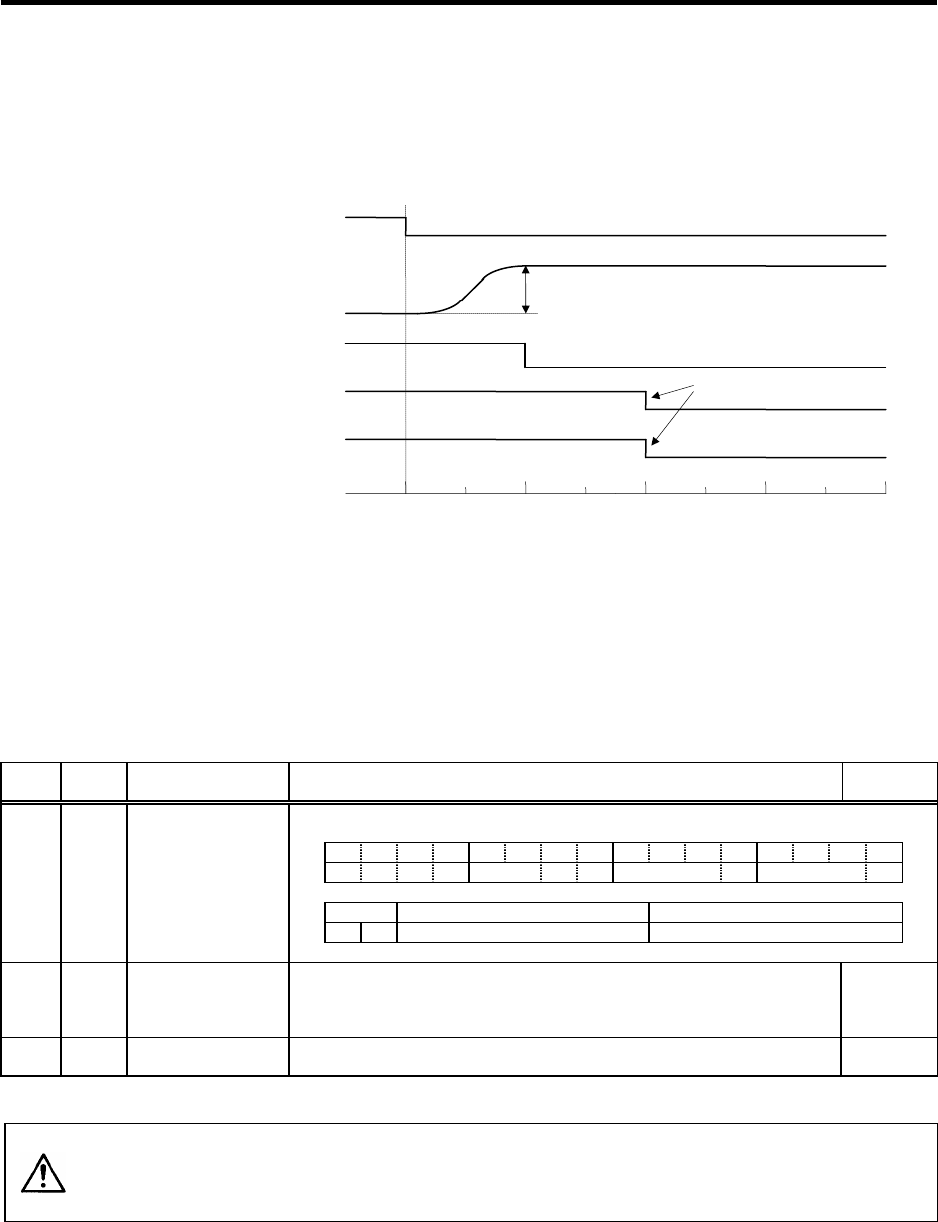
9-4-3 Vertical axis pull up control
Even when the vertical axis drop prevention control is used, the axis may drop several
m due to
mechanical play of the motor brakes. This function raises the axis by a 2.8deg. motor angle before the
brakes are activated to retract the vertical axis upward during an emergency stop or power failure.
OFF
Emergency stop (EMG)
ON
Axis
rise
Motor position 2.8deg (When PIT=10, raise 80m.)
OFF
<Setting and adjustment method>
<1> Complete the adjustment explained in "9-4-2 Vertical axis drop prevention control".
<2> Increase the vertical axis drop prevention time (SV048) by 100ms from the value adjusted in <1>.
<3> Set SV033.bitE to ON.
<4> Set the torque offset (SV032). (The setting value is the same as the lost motion compensation
adjustment.)
No. Abbrev. Parameter name Explanation
Setting
range
SV033 SSF2 Servo function
selection 2
The vertical axis pull up control starts with the following parameters.
F EDCBA98765 4 3 2 10
zup dis nfd2 nf3 nfd1
bit Meaning when "0" is set Meaning when "1" is set
E zup Vertical axis pull up control stop Vertical axis pull up control start
SV032 TOF Torque offset Set the unbalance torque for the vertical axis and slant axis.
The vertical axis pull up control compensation direction is determined by this
parameter's sign.
Vertical axis pull up control is not carried out when 0 is set.
-100 to 100
(Stall
current %)
SV048 EMGrt Vertical axis drop
prevention time
The axis is pulled up during drop prevention time, so set a value of about
100ms.
0 to 20000
(ms)
CAUTION
This function is valid for the Z axis in the vertical machining center. Basically it
cannot be used with the horizontal machining center's Y axis or the lathe's X axis
as collisions could occur. Check the machine's working conditions carefully before
using this function.
Vertical axis pull up control operation sequence
ON
OFF
READY ON signal (READY)
0
100 200 300
Time
(
ms
)
ON
Motor brake control output (MBR)
When SV048 is set to 100
ON
Contactor control output (MC)
OFF