



















5 - 12
5 PARAMETERS FOR POSITIONING CONTROL
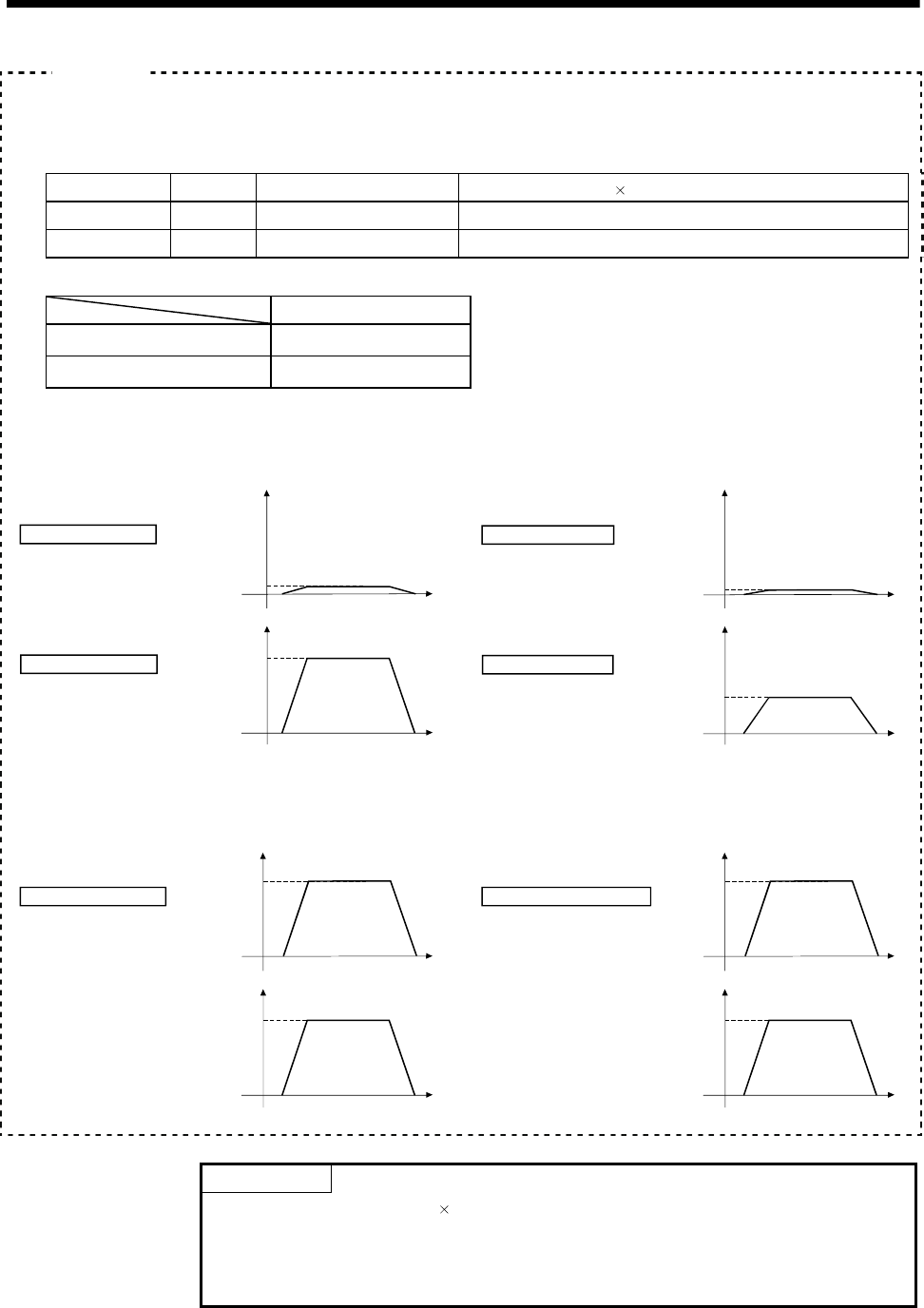
• An example for positioning control is shown below when the fixed parameter and parameter block are set
as follows.
• Fixed parameter
Setting axis Unit High-speed feed rate Speed control 10 multiplier setting for degree axis
Axis 1(X) degree 200.000[degree/min] Invalid
Axis 2(Y) degree 2000.00[degree/min] Valid
• Parameter block
Block 1
Interpolation control unit
degree
Speed limit value
200.000[degree/min]
(1) 1-axis linear positioning
(a) G00
(b) G01
G91 G00 X100. ;
V
t
Y-axis speed
2000.00
V
t
X-axis speed
200.000
[degree/min]
[degree/min]
G91 G00 Y100. ;
G91 G01 X100. F100. ;
V
t
1000.00
V
t
100.000
[degree/min]
[degree/min]
G91 G01 Y100. F1000. ;
Y-axis speed
X-axis speed
(2) 2-axes interpolation positioning
(a) G00
(b) G01
G91 G00 X100. Y100. ;
V
t
V
t
[degree/min]
[degree/min]
2000
2000
Y-axis speed
X-axis speed
G91 G01 X100. Y100. F1000. ;
V
t
V
t
[degree/min]
[degree/min]
693.48
Y-axis speed
X-axis speed
693.48
POINTS
After the "speed control 10 multiplier setting for degree axis" is set to "valid", when
the speed change is executed by Motion dedicated PLC instruction (S(P).CHGV) or
Motion program (CHGV instruction), the positioning control is executed by ten
times the command speed (set value).
Exam
p
le 2