


















6 - 55
6 MOTION PROGRAMS FOR POSITIONING CONTROL
Constant-speed control is
executed in this area.
(8) If the G02 or G03 command is executed during the G01 command (Constant-
speed positioning), a deceleration stop is not made.
[Example] G01 X100. Y100. Z100. ;
G02 X0. Y0. I0. J50. F500. ;
G03 X0. Y0. I0. J50. F500. ;
G01 X100. ;
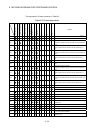
(9) Acceleration/deceleration processing of G01 command
G91 G01 X100. Y100. F100. ; Constant-speed positioning of X, Y..... Block 1
Y100. ; Constant-speed positioning of Y.......... Block 2
X100. ; Constant-speed positioning of X..........Block 3
When the above program is executed, the acceleration/deceleration processing of
the X and Y-axis is shown below.
200
X-axis
200100
Y-axis
(Note) : 1) Both the acceleration and deceleration times are the acceleration time
of the parameter block.
2) When a M-code is commanded, G00 executes the acceleration/
deceleration in the same way as G01 at the acceleration time of the
parameter block.
[Related Parameters]
Speed limit value : The maximum feed rate of each axis is set.
(Refer to Section 5.3.1 for the speed limit value of the parameter
block.)
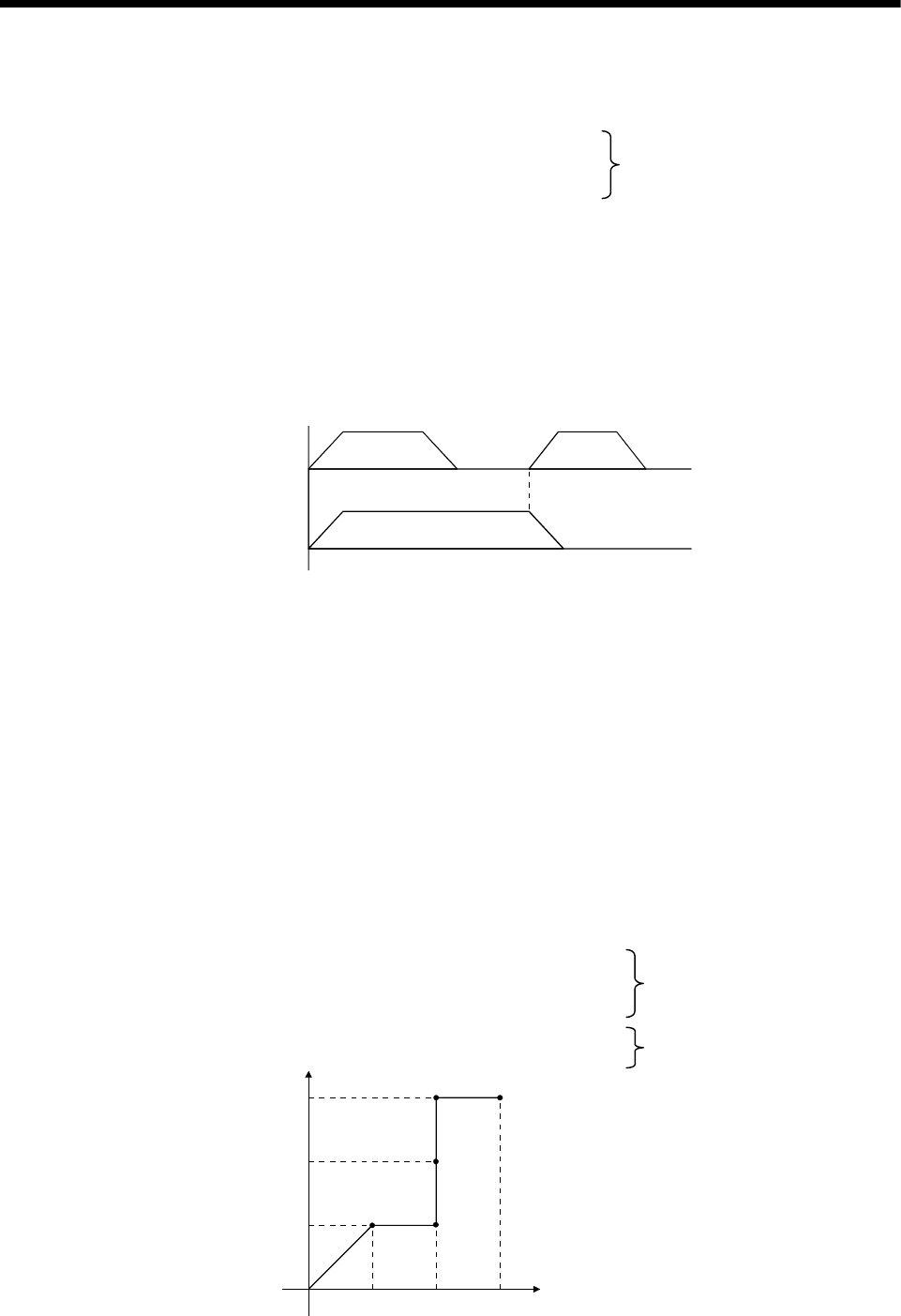
[Program Example]
Program to execute positioning of A, B, C, D and E points. (Absolute value command)
1) G01 X100. Y100. F100. ; (A point positioning)
2) X200. ; (B point positioning)
3) Y200. ; (C point positioning)
4) G00 Y300. ; (D point positioning)
5) X300. ; (E point positioning)
300
Y
X
200
100
100 200 300
A
2)
1)
3)
4)
D
5)
E
B
C
(Unit: mm)
Travel with G01
(Travel at feed rate
of 100
[
mm/min
]
)
Travel with G00