



















6 - 100
6 MOTION PROGRAMS FOR POSITIONING CONTROL
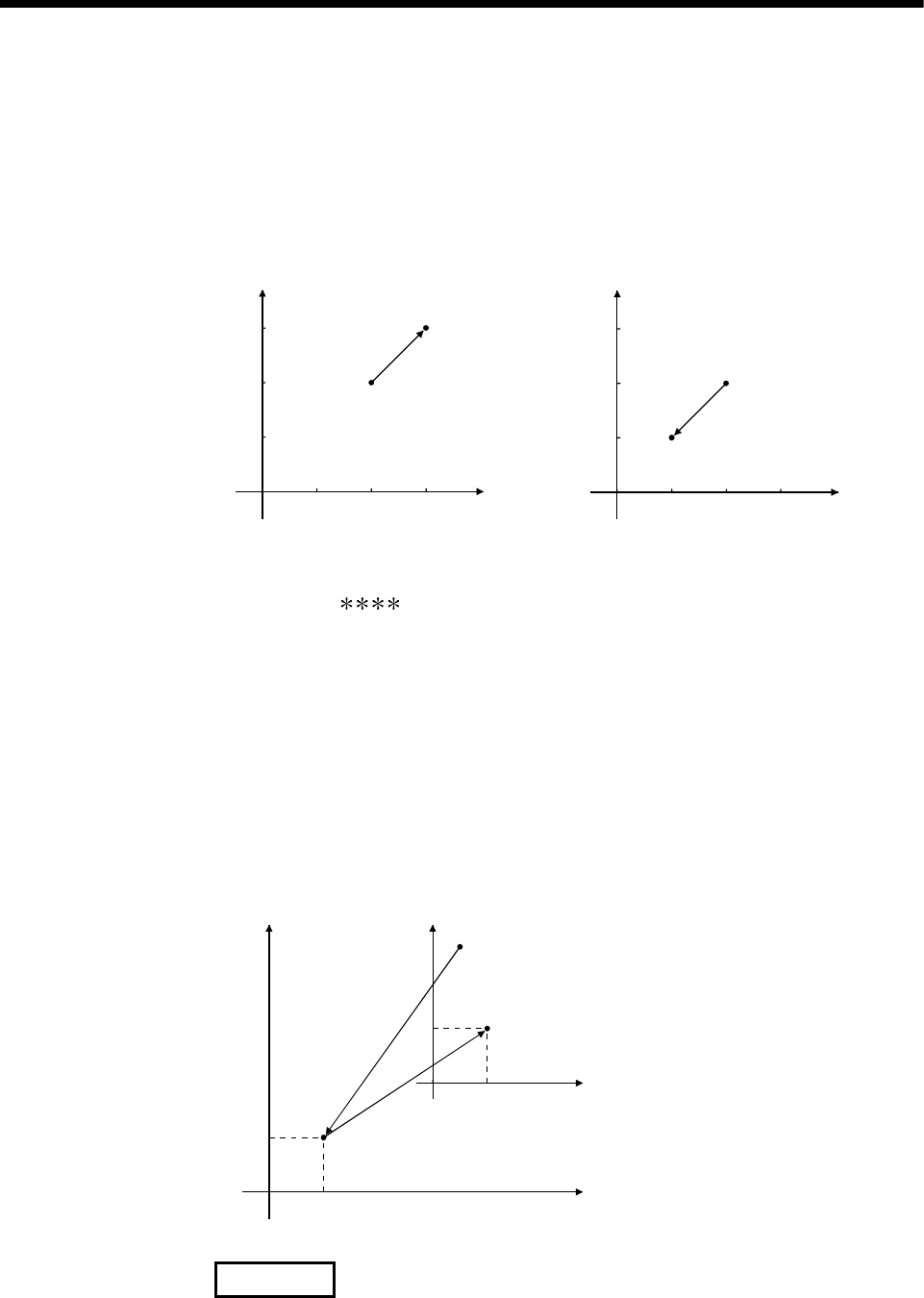
(7) Under the incremental value command (G91), the axes travel at the incremental
value of the mechanical coordinate system, and under the absolute value
command (G90), the axes travel at the absolute value of the mechanical
coordinate system.
[Example]
G91 ; (Incremental value command) G90 ; (Absolute value command)
G53 X10. Y10. ; G53 X10. Y10. ;
Y
X
10
10
20 30
20
30
Current position (20, 20)
(30, 30)
Basic mechanical coordinates
Current position (20, 20)
Y
X
10
10
20 30
20
30
(10, 10)
Basic mechanical coordinates
(8) Positioning data can be set by direct setting (numerical value) or indirect setting
(variable : # ).
[Program Example]
The program designed to position the axes to the specified position in the work
coordinate system after positioning them to the specified position in the basic
mechanical coordinate system in the absolute value mode.
1) G90 ; (Absolute value command)
2) G53 X10. Y10. ; (Axes travel to X10. Y10. in the basic mechanical
coordinates)
3) G01 X10. Y10. F20. ; (Axes travel to X10. Y10. in the work coordinates)
Y
10
10
Current position
Basic mechanical coordinates
Y
X
10
10
X
Work coordinates
2)
3)
(Unit: mm)
REMARK
Travel by G53 is processed by G00. (The modal group (01) is not changed.)