


















6 - 54
6 MOTION PROGRAMS FOR POSITIONING CONTROL
6.13.2 G01 Constant-speed positioning at the speed specified in F
Code G01
Function
Constant-speed
positioning at the speed
specified in F
Linear interpolation is executed from the current position to the
specified end point at the specified feed rate. (Constant-speed)
The feed rate is specified at the linear speed (combined-speed) to the
advance direction.
Format
0
Feed rate
Feed rate command
1Xx ;G YyZzFf
Positioning address
Axis name
[Explanation]
(1) Since this command is a modal instruction, it is valid until another G-code in the
same group is used. Therefore, when the next command is G01, if the feed rate
is not changed, it is possible by specifying only the axis name.
(2) The command unit of feed rate is specified in the interpolation control unit of
parameter block.
(3) The maximum command value of feed rate is the speed limit value set in the
parameter block.
(4) If the F command is not set in the first G01 command, a program error will (error
code : 501) occur.
(5) When this command is executed continuously, the acceleration or deceleration is
not made at the start or end point of a block because the status is not the exact
stop check mode.
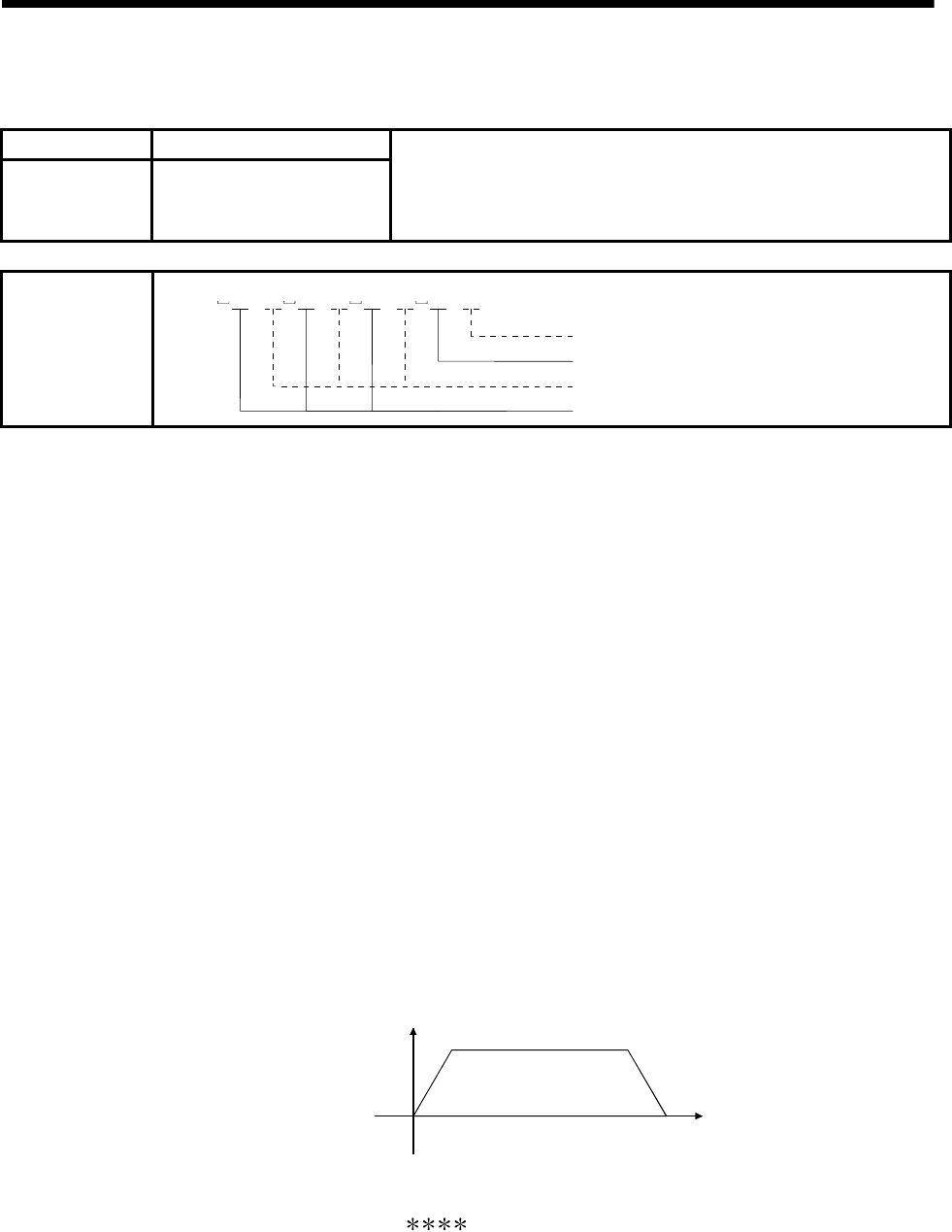
[Example] G01 X100. F200. ;
X150. ;
X-axis
V
t
(6) The positioning data can be set by direct setting (numerical value) or indirect
setting (variable : # ).
(7) Specify G61 when making acceleration/deceleration at block switching.