















4 - 15
4 POSITIONING SIGNALS
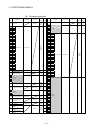
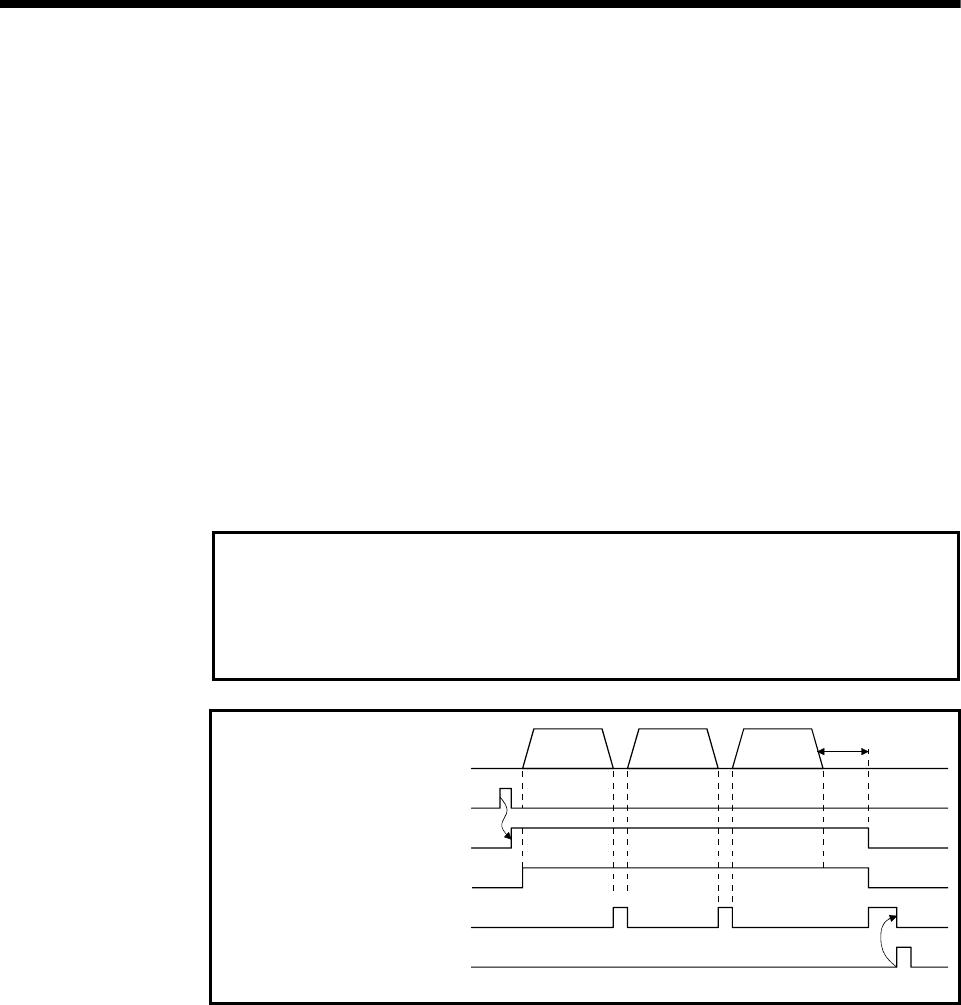
(2) Positioning complete signal (M2401+20n)
(a) This signal turns on with the completion for the positioning control of the
axis specified with the Motion program (Axis designation program).
The Motion program (Axis designation program) is started by the following
instructions.
1) SVST instruction of the PLC program
2) CALL, GOSUB/GOSUBE instruction in the Motion program (Contorl
program)
It does not turn on at the start or stop on the way using home position
return, JOG operation, manual pulse generator operation or speed control.
It does not turn on at the stop on the way during positioning.
(b) This signal turns off at turning the complete signal OFF command
(M3204+20n) off to on or positioning start completion.
[Motion program exapmle]
O0001;
G90 G00 X100. ;
X200. ;
G00 X300 G04 P500;
M02;
%
Program No.
Absolute value command PTP positioning (X100.)
PTP positioning (X200.)
PTP positioning (X300.), Dwell (500ms)
Reset
Start accept flag (M2001+n)
(Note-1)
Automatic start signal
(M4002+10n)
(Note-1)
Positioning complete signal
(M2401+20n)
(Note-1)
Complete signal OFF command
(M3204+20n)
(Note-1)
ON
OFF
Dwell
ON
ON
OFF
OFF
OFF
ON
ON
Motion program (Axis
designation program) start
Fig.4.3 ON/OFF timing of the positioning complete signal