



















6 - 16
6 MOTION PROGRAMS FOR POSITIONING CONTROL
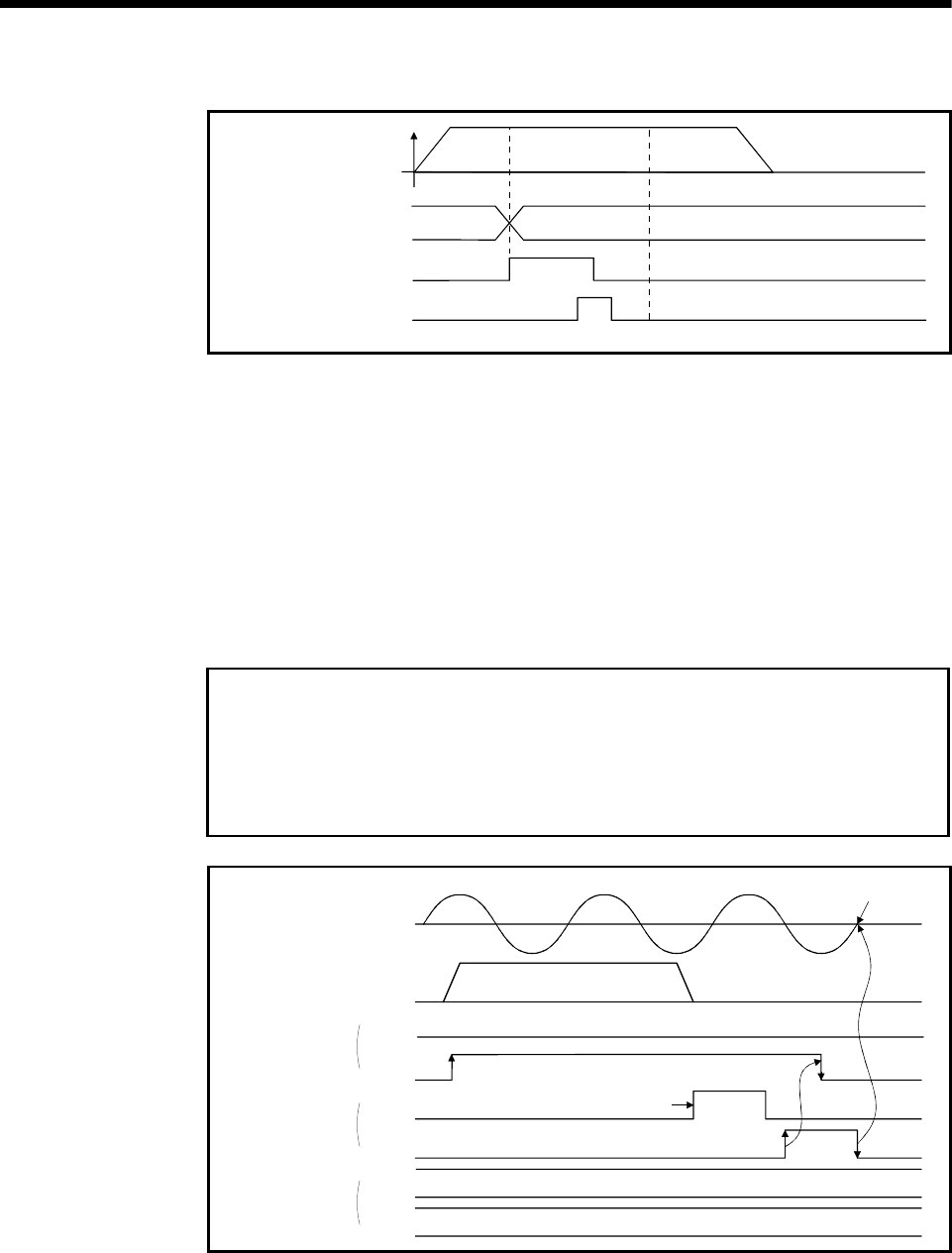
(b) Constant-speed operation
100. 200.
FIN signal
(M3219+20n)
M-code outputting
(M2419+20n)
M-code
10
OFF
OFF
ON
ON
When the FIN signal (M3219+20n) is turned from OFF to ON to OFF during
positioning in block 2), the axis performs constant-speed operation without
decelerating stop in the block of M-code.
(6) The M-codes except the M00, M01, M02, M30, M98, M99 and M100 are output to
the M-code storage registers (D13+20n) of all axes specified at the program start.
However, the M-code storage register is not output to the axis in execution of
high-speed oscillation. Also, if the FIN signal (M3219+20n) is set to the axis in
execution of high-speed oscillation is invalid.
(Program No. 1 is started with X (axis 1) and Y (axis 2) specified SVST J1J2 K1 )
O0001;
N1 G25 X START90. STRK10. F30;
N2 G00 Y10. M77;
N3 G26 X;
M02;
%
X-axis high-speed oscillation start
PTP positioning of Y-axis
X-axis high-speed oscillation stop
M-code data
Invalid for X-axis
Unchanged (M-code not output to X)
G00 Y10. M77
Not turned ON for X-axis
G25
G26 X;
To next block
FIN signal
M-code outputting
signal
M2419
M2439
M3219
M3239
D13
D33
X-axis
Y-axis
77
ON
ON
OFF
OFF
OFF
OFF