



















E6581301
F-12
6
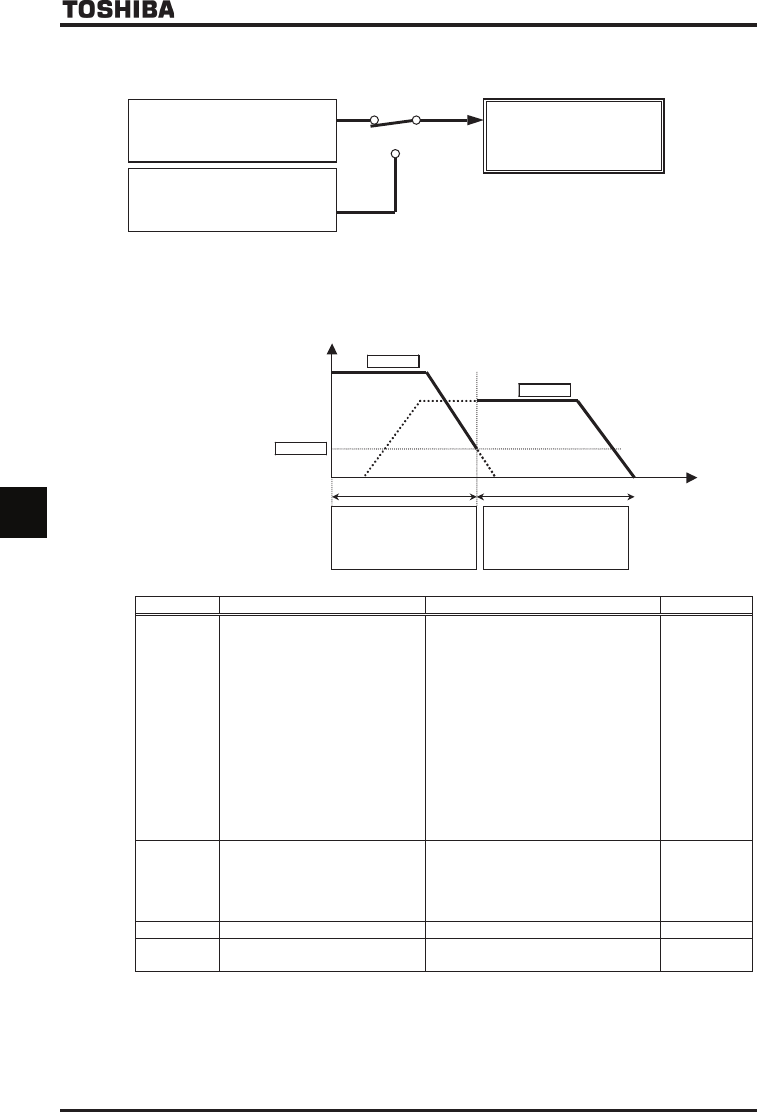
2) Automatic switching by means of switching frequencies (H
HH
H=
)
A
B
Command selected
with
HOQF
Command selected
with H
Operation frequency
command
A: If the frequency set with HOQF is higher than that set with H ························· Priority is given to the
command set with HOQF.
B: If the frequency set with HOQF is equal to or lower than that set with H ········ Priority is given to the
command set with H.
H
Priority is given to
the command set
with
H.
Priority is given to
the command set
with
HOQF.
H
HOQF
Frequency setting signal
[ Parameter setting]
Title Function Adjustment range Default setting
HOQF Frequency setting mode selection 1
:VI/II (voltage/current input)
:RR/S4 (potentiometer/voltage input)
:RX (voltage input)
:Operation panel input enabled
(including LED/LCD option input)
:2-wire RS485 communication input
:4-wire RS485 communication input
:Communications option input
:Optional AI1 (differential current input)
:Optional AI2 (voltage/current input)
:Motor operated pot mop setting
:Optional RP pulse input
:Optional high-speed pulse input
: - (Unsupported)
H Frequency priority selection
:HOQF/H terminal switching
(input terminal function selection ,
)
:HOQF/H frequency switching
(switching with H)
H Frequency setting mode selection 2 Same as HOQF (~)
H
Speed command priority switching
frequency
~HJ Hz