



















E6581301
F-36
6
3) Setting the PID control
In case of controlling the airflow, water flow and pressure, please set the parameter Hto””(Process type
PID control operation)
(1)Please set the parameter CEE(Acceleration time),FGE(deceleration time) to the suitable time for the system.
(2)Please set the following parameters to place limits to the setting value and the control value.
Placing a limit to the process value : The parameter H(Process upper limit), H (Process lower limit)
Placing a limit to the PID deviation : The parameter H(PID deviation upper limit ), H (PID deviation
lower limit )
Placing a limit to the PID output : The parameter H(PID output upper limit ), H (PID output lower limit )
Placing a limit to the output frequency : The parameter WN(Upper limit frequency ), NN (Lower limit frequency )
4) Adjust PID control gain
Adjust PID control gains according to the process value, the feedback input signal and the item to be controlled.
Here are the parameters used to adjust PID control gains.
Title Function Adjustment range Default setting
H
Proportional (P) gain ~
H
Integral (I) gain ~
H Differential (D) gain ~
HProportional (P) gain
The proportional (P) gain set with f362 is the proportional (P) gain obtained by PID control.
A proportional (P) gain, a factor by which the deviation (difference between the process value and the feedback
value) is multiplied, is used to perform control in such a way as to make a correction in proportion to the deviation.
Although setting this gain high is effective in increasing the response speed, setting it excessively high may cause
an unstable operation, such as vibration.
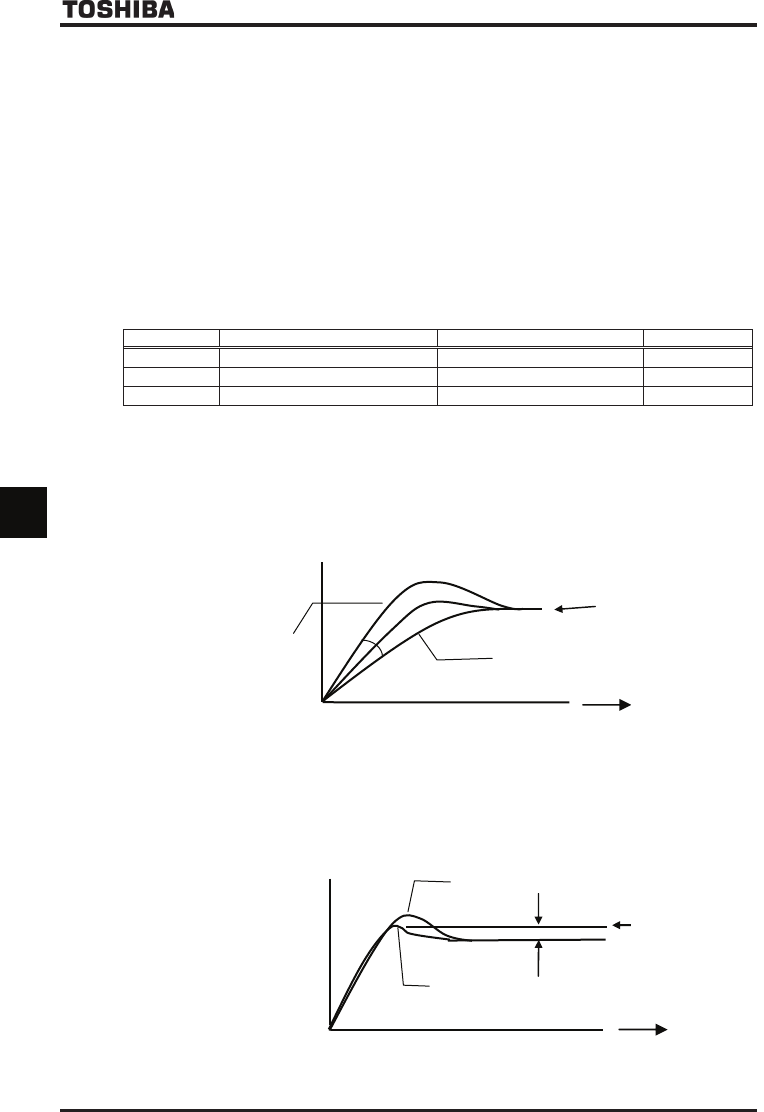
H Integral (I) gain
The integral (I) gain set with f363 is the integral (I) gain obtained by PID control.
The integral gain reduces the deviation remaining after proportional control to zero (offsetting of residual deviation).
Although setting this gain high is effective in reducing the residual deviation, setting it excessively high may cause
an unstable operation, such as vibration.
Low proportional gain H
Slow response
Feedback value
Process value
High proportional gain H
Fast response
Time
High integral gain H
Residual deviation
Low integral gain H
Time
Process value
Feedback value